
قیمت ورق استیل؛ فروش انواع ورق استیل صنعتی و ورق استنلس استیل در آلیاژ و ضخامت های مختلف. با حرفه ای ها خرید کنید تلفن: 35089-021
فهرست موضوعات
مقدمه در خصوص ورق استیل و انواع خوردگی
مطابق برآوردهای اقتصادی، هزینه خسارات ناشی از خوردگی ورق استیل در کشورهای توسعه یافته 3 الی 4 درصد درآمد ناخالص ناخالص و شامل هزینه از بین رفتن تجهیزات، خسارات ناشی از تعطیلی موقت واحد جهت تعمیرات، هدر رفتن مواد اولیه محصولات و . . . می باشد. از کاربردهای مهم ورق استیل در صنعت، کاربرد آن در انواع محیط های خورنده به منظور کاهش میزان خوردگی و کاهش خسارات می باشد. برای انتخاب بهترین آلیاژ در یک محیط خورنده، بایستی به عوامل اصلی خوردگی توجه نمود که مهمترین آنها عبارتند از:
1-نوع و غلظت محیط خورنده و تغییرات آن
2-دمای محیط خورنده و تغییرات آن
3-وجود عواملی مانند رطوبت، اکسیژن، یون ها، باکتری و جلبک
4-سرعت نسبی محیط خورنده و قطعه
5-ترکیب و ریزساختار آلیاژ
6-اثرات روش ساخت مانند تنش های باقیمانده در آلیاژ، حساس شدگی و . . .
7-اثرات گالوانیکی
توجه مهم اینکه به جز اثر قطعی افزایش دما در افزایش سرعت خوردگی، اثرات قطعی مثبت و منفی عوامل دیگر قابل حدس و پیش بینی نبوده و در این خصوص حتماً باید به کتاب های مرجع خوردگی ورق استیل که معمولاً مبتنی بر آزمایش می باشند، رجوع شود. چند مثال زیر اهمیت و نقش دوگانه بعضی از عوامل فوق را نشان می دهد:
1-اثر مثبت غلظت: کربن استیل و ورق استیل معمولی در غلظت های متوسط اسید سولفوریک با سرعت های مختلف مورد حمله قرار گرفته ولی در غلظتهای بالا (بیشتر از 93%) مقاومت خوبی دارند.
2-اثر مثبت اکسیژن: وجود اکسیژن در محیط، اغلب سرعت خوردگی را بالا می برد. اما در مورد ورق استیل وجود اکسیژن در اسید سولفوریک (هوادار کردن اسید) اغلب باعث افزایش رویینگی و کاهش خوردگی می گردد.
3-اثر مثبت سرعت: آب دریا در صورت سکون بر روی ورق استیل آستنیتی خوردگی بسیار شدیدی خصوصاً از نوع حفره ای ایجاد می نماید. اما در صورت ایجاد تلاطم و حرکت، سرعت خوردگی ورق استیل کاهش می یابد.
4-اثر مثبت یون خارجی: وجود کمی یون مس در اسید سولفوریک رقیق باعث کاهش سرعت خوردگی ورق استیل 316 و ورق استیل 304 می گردد.
5-اثر مثبت رطوبت: خوردگی اکثر آلیاژها چون ورق استیل در گاز کلر با افزایش رطوبت زیاد می شود. اما در مورد تیتانیوم با افزایش رطوبت خوردگی کم می گردد.
برای مقایسه مقاومت آلیاژ ها در محیط و شرایط مختلفی از پارامتر سرعت خوردگی استفاده می شود. معمولاً جهت سهولت کاربرد سرعت خوردگی در محاسبات به جای کاهش وزن، معیار کاهش ضخامت تحت واحدهای هزارم اینچ در سال یا میلی متر در سال به کار می رود.
میزان کاهش ضخامت قطعی ورق استیل ناشی از خوردگی در طی زمان خاص به راحتی از حاصل ضرب سرعت خوردگی در کل زمان کارکرد قطعه به دست می آید.
به طور کلی هدف مباحث خوردگی، تعیین مناسب ترین ورق استیل برای مقاومت نسبی عالی یا خوب در محیط خورنده است زیرا ماده ای یافت نمی شود که خوردگی آن در یک محیط شیمیایی خاص مطلقاً صفر باشد. به عنوان مثال برخلاف تصور حتی شیشه در آب به میزان بسیار جزئی حل می گردد. برای حصول نتیجه بهتر در انتخاب آلیاژها از نظر خوردگی توصیه می گردد قبل از وارد شدن به اثرات انواع محیط های خورنده، مبحث انواع خوردگی مورد توجه قرار گیرد.
انواع خوردگی ورق استیل
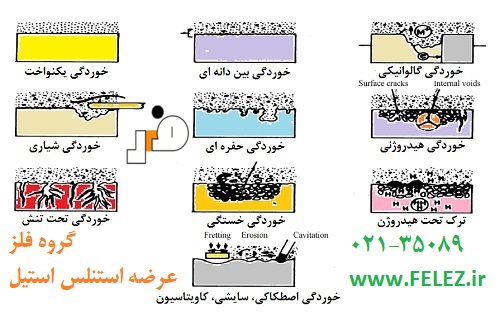
خوردگی ورق استیل دارای انواع بسیار متعددی است که در ادامه بحث انواع خوردگی شایع در این آلیاژ مورد بررسی قرار می گیرد:
خوردگی عمومی و یکنواخت ورق استیل
خوردگی یکنواخت یکی از متداولترین انواع خوردگی در ورق استیل می باشد که در آن به سبب واکنش های الکتروشیمیایی ضخامت قطعه به کار رفته در محیط خورنده به طور یکنواخت کم گردیده تا بر اثر تنش های ناشی از وزن، بارگذاری، فشار و . . . دچار گسیختگی گردد. منشأ تعدادی از انواع خوردگی یکنواخت ورق استیل به شرح ذیل می باشد:
1-خوردگی اتمسفری ورق استیل
2-خوردگی گالوانیک ورق استیل
3-خوردگی یکنواخت بیولوژیک ورق استیل
4-خوردگی با نمکهای مذاب یا فلزات مذاب
5-خوردگی در دمای بالا مانند اکسیداسیون سولفیداسیون کربونیزاسیون در ورق استیل

خوردگی یکنواخت بهترین نوع خوردگی در ورق استیل می باشد. زیرا می توان در مورد میزان آن و عمر قطعه پیشگویی و آن را در محاسبات اولیه در نظر گرفت و یا در حین کار قبل از وارد آمدن خسارت، قطعه را تعویض نمود. بدین منظور در طراحی مکانیکی، ضخامت لازم جهت پایداری قطعه به روش های مرسوم محاسبه گردیده و در نهایت بسته عمر مورد انتظار از قطعه، میزان خوردگی به آن افزوده می گردد. این ضخامت اضافی را در اصطلاح خوردگی مجاز می نامند که از روی جداول خوردگی قابل تخمین است.
خوردگی حفره ای و شیاری ورق استیل
خوردگی حفره ای ورق استیل
در خوردگی حفره ای در ورق استیل به جای خوردگی یکنواخت، حفراتی در سطح به وجود می آید. خوردگی شیاری ورق استیل نیز به شکل حفرات یا خوردگی های موضعی پیوسته تری بوده که عمدتاً در سطوح بین شکاف ها، زیر رسوب ها، زیر واشرهای پیچ و زیر واشرهای آب بندی که در آنها امکان جابجایی ماده خورنده کم است به وجود می آید. این دو نوع خوردگی از خوردگی یکنواخت ورق استیل بسیار خطرناک تر هستند. به این علت که معمولاً به واسطه پیدایش حفرات و سوراخهای موضعی در ورق استیل با عمق های مختلف،عمر قطعه را غیرقابل پیش بینی می نماید.

خوردگی شیاری ورق استیل
منشا هر دو پدیده، اختلاف غلظت اکسیژن و دیگر مواد اکسید کننده در داخل و خارج مواضع ذکر شده و واکنش های اکسیداسیون و احیا حاصل از آنها بوده که کاهش سرعت نسبی محیط خورنده و قطعه نیز تاثیر بسزایی دارد. بدین منظور در بسیاری از سیستم ها سرعت های یک متر بر ثانیه به بالا توصیه می گردد. همچنین معمولا وجود یونهای هالید مانند کلرید و فلورید در محلول آن را بسیار تشدید می نماید.
متاسفانه ورق استیل عموماً نسبت به خوردگی های حفره ای و شیاری مخصوصاً در محیط حاوی یون کلرید حساس میباشند. این مطلب در مورد ورق استیل آستنیتی پرکاربردی نظیر ورق استیل ۳۱۶ و خصوصاً ورق استیل ۳۰۴ نیز صدق می نماید.
برای هر آلیاژ خاص مقاومت به این دو نوع خوردگی از روی ایندکس های مقاومت به خوردگی حفره ای و شیاری قابل پیشگویی است. نقش عناصر کروم، مولیبدن، تنگستن و خصوص نیتروژن در افزایش مقاومت به این دو نوع خوردگی مهم می باشد. افزایش بیش از ۲۰ درصد کروم در ورق استیل آستنیتی باعث ایجاد مشکلاتی در شکل دادن گرم آنها می گردد. بنابراین معمولا از مولیبدن و یا دیگر عناصر موثر کمک گرفته می شود. زیرا اثر آنها نیز به دلیل داشتن ضریب بالاتر بسیار مناسب تر می باشد. ورق استیل آستنیتی حاوی 4.5 درصد مولیبدن مانند ورق استیل 904L و فولاد های دوفازی، مقاومت به خوردگی های حفره ای و شیاری بهتری از ورق استیل ۳۱۶ دارند، ولی در آبهای شور نیز بسته به شرایط مورد حمله قرار می گیرند. ورق استیل آستنیتی حاوی ۶ درصد مولیبدن از این نظر دارای مقاومت عالی می باشند. افزایش کروم تا ۳۰ درصد در ورق استیل فریتی، مشکل اشاره شده در مورد ورق استیل آستنیتی را در پی ندارد. بنابراین در ارتباط با این دو نوع خوردگی، در صورتی که خوردگی عمومی کمتر مورد نیاز باشد، عموماً ورق استیل کروم بالا و با مولیبدن کمتر استفاده می شوند که به دلیل نداشتن نیکل (عنصر گرانقیمت) راندمان آلیاژی بالاتر از ورق استیل آستنیتی دارند.

باید توجه داشت که افزایش مولیبدن اگرچه باعث بهبود مقاومت به حفره دار شدن ورق استیل می گردد اما در مقابل محیط های اکسید کننده قوی مانند اسید نیتریک فیلم محافظ را ضعیف نموده و باعث خوردگی بیشتر در ورق استیل می گردد.
خوردگی تنشی در ورق استیل
خوردگی تنشی در انواع ورق استیل پدیده ای است که تحت اثر همزمان دو عامل خوردگی و تنش، در زمان کمتر از انتظار در قطعه ترک و شکست وجود می آید.که تئوری آن به درستی شناخته شده نمیباشد. اما در بعضی از مراجع به مکانیسم واکنش های الکتروشیمیایی اشاره گردیده است.
بدین نحو که وجود نقاط با تنش بالا در قطعه همانند یک نقطه آندی عمل نموده و به علت نسبت بالای سطح کاتد (سطوح دیگر قطعه) به آند (سطوح تنش دار)، خوردگی از صفحات لغزش نقاط آندی شروع شده و به سرعت پیش می رود. وجود تنش باقیمانده در نقاط مذکور نیز به جدایش آلیاژ، ایجاد و گسترش ترک کمک می نماید.
تنش های به وجود آورنده این پدیده عموماً از نوع تنشهای کششی بوده و تنشهای فشاری نه تنها مضر نیستند بلکه باعث کاهش آن نیز می گردند. تنشهای کششی ممکن است ناشی از کار سرد (نورد، خمکاری و غیره) جوشکاری، سرد کردن سریع آلیاژ حین ساخت یا تنش های اعمال شده حین کار باشند. لازمه شروع این پدیده وجود حداکثر میزان تنش های فوق نبوده و بسته به نوع و شرایط محیط شیمیایی ممکن است در تنش های کم نیز رخ دهد.
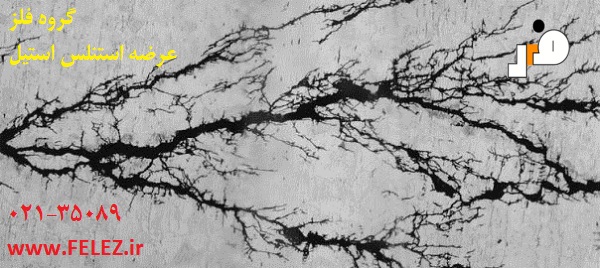
ایجاد و رشد ترک ها به صورت درون دانه ای و یا بین دانه ای و یا ترکیبی از دو حالت فوق انجام می شود که حالت درون دانه ای آن معمولا بیشتر مشاهده می گردد.
نتایج بررسی های آماری به عمل آمده توسط کارشناسان ژاپنی در 80 واحد صنایع مختلف که ورق استیل آستنیتی معمولی نظیر ورق استیل 304 و ورق استیل 316 در آنها به کار رفته بودند، نتایج زیر را ارائه نموده است:
1-یون کلرید و محیط های قلیایی از مهمترین عوامل خوردگی تنشی در ورق استیل بوده اند.
2-ترک های درون دانه ای مشاهده شده بیشتر از ترک های بین دانه ای در ورق استیل بوده است.
3-عموماً ترکهای درون دانه ای ورق استیل در دمای بالاتر از 80 درجه و ترکهای بین دانه ای در دمای نزدیک به محیط رخ داده است.
4-عموماً ترک های درون دانه ای ورق استیل در زمانهای کوتاه تر و ترکهای بین دانه ای در زمان های طولانی تر بعد از راه اندازی رخ داده است.
پدیده خوردگی تحت تنش ورق استیل تنها در داخل تجهیزات در تماس با سیالات فرایند رخ نداده بلکه بر اثر آلودگی ناشی از عوامل خارجی مانند عایق ها نیز ممکن است رخ دهد که به آن، خوردگی خارجی تحت تنش می گویند. در این موارد پیشنهاد می گردد سطوح خارجی ورق استیل زیر عایق با رنگ های غیر کلروره و بدون روی مانند سیلیکون یا اپوکسی پوشش دهند. در این موارد به استاندارد NACE RP0198 رجوع کنید.
خوردگی تحت تنش (و دیگر ترک های محیطی نظیر HAC و LMC) در مورد هر گروه آلیاژی و آلیاژی خاص در محیطی خاص ممکن است مشاهده گردد.
برای اندازه گیری میزان استعداد ورق استیل و آلیاژهای وابسته به خوردگی تنش معمولا آزمایش ASTM G36 به وسیله محلول استاندارد ۴۵ درصد کلرید منیزیم به کار می رود.
در زیر عوامل موثر در ایجاد این پدیده در ورق استیل و راههای جلوگیری از آنها بررسی می گردد:
1-اثر یون کلرید: همانطور که گفته شد در ورق استیل، عامل اصلی و مهم در ایجاد خوردگی تحت تنش، یون کلرید بوده که اکسیژن حل شده نیز در بسیاری از موارد باعث تشدید آن می گردد. بنابراین دو عامل فوق را تا حد امکان بایستی کنترل و کم نمود.
تاکید بر روی اثر مزاحم یون کلرید به حدی می باشد که در مراجع مختلف حتی در مورد آزمایش فشار با آب تجهیزات از جنس ورق استیل (مخصوصاً ورق استیل سری 300) نیز میزان مجازی جهت یون کلرید آب مصرفی مشخص گردیده است. اگرچه دمای آزمایش معمولاً دمای محیط بوده و این دما و همچنین زمان عملیات آزمایش آنقدر بالا نمی باشد که حتی تحت غلظت های نسبتاً بالا نیز یون کلرید باعث خوردگی حفره ای یا تحت تنش در ورق استیل گردد، ولی یون کلرید باقیمانده در زمان کارکرد ممکن است باعث این امر گردد. در کتاب مبدل های حرارتی سندرز میزان مرزی یون کلرید آب آزمایش فشار 200 ppm انتخاب گردیده است که بالای این میزان کلر در صورتی که دمای کارکرد قطعه از 50 درجه بیشتر باشد، مخزن یا مبدل حرارتی بعد از آزمایش باید از آب کاملاً تخلیه و سپس با آب کندانس (بدون یون) کاملاً شسته شود. در صورتی که دمای کارکرد قطعه از 50 درجه کمتر باشد تحت هر میزان یون کلرید انجام شستشو لازم نمی باشد. طبق مدارک فنی شرکت توتال میزان یون کلرید آب آزمایش فشار باعث کمتر از 15 ppm بوده و علاوه بر این به ازای هر 1 ppm کلر آب باید 3 ppm ممانعت کننده خوردگی از نوع نیترات سدیم به کار برده شود.
2-اثر محیط های قلیایی: علاوه بر موارد فوق قلیاها نیز میتوانند تحت شرایط خاصی در فولادهای کربنی و ورق استیل باعث خوردگی تحت تنش گردند.
3-اثر دمای کارکرد: دمای بالای قطعه یکی از موارد مهم افزایش احتمال خوردگی تحت تنش در ورق استیل بوده و بنابراین توصیه می گردد تا حد امکان دمای کاری پایین تری انتخاب گردد. به عنوان مثال در مورد لوله های مبدل های حرارتی از جنس ورق استیل آستنیتی در محیط های یون کلرید، حداکثر دمای متوسط جدار لوله 50 تا 60 درجه توصیه گردیده است. در دماهای بالاتر موارد بسیار زیادی مشاهده گردیده جهت میزان یون کلرید زیر 1000 ppm نیز ترک های بسیار شدیدی ایجاد نموده است.
4-اثر تنش ها: تنش های زیاد اعمال شده یا باقیمانده در قطعه احتمال خوردگی تحت تنش در ورق استیل را افزایش می دهد. در مورد اول باید طراحی را طوری اصلاح نمود تا در حین کار تنش کمتر و یکنواخت تری به قطعه اعمال گردد. در مورد دوم در صورت امکان باید عملیات حرارتی تنش گیری و بازپخت یا تنش گیری مکانیکی را به کار برد. تنش گیری حرارتی ورق استیل امکان پذیر بوده ولی خصوصاً در مورد ورق استیل آستنیتی پارامتر هایی نظیر دما، زمان و روش انجام آن دارای محدودیت هایی می باشد. روش دیگر عملیات تنش گیری مکانیکی می باشد. همانطور که قبلا گفته شد تنش های شروع کننده خوردگی تحت تنش عموماً از نوع تنشهای کششی بوده و تنشهای فشاری نه تنها مضر نیستند بلکه باعث کاهش خوردگی تحت تنش در ورق استیل نیز می گردند. به این علت عملاً از روش هایی نظیر ساچمه زنی برای کاهش آن استفاده می گردد. این روشها خصوصاً جهت تنش گیری قطعات دوار مناسب می باشند. زیرا تنش گیری حرارتی ممکن است در آنها پیچش و لنگی ایجاد نماید.
5-وجود شیار و درز: وجود شیار یا درز در قطعه و راکد شدن محلول ها حتی در غلظتهای کم ممکن است منجر به خوردگی تحت تنش در ورق استیل گردد. بنابراین با اصلاح طراحی بایستی تا حد امکان درزها و شکاف ها را کم و یا با موادی مسدود نمود.
6-وجود سطح جدایش مایع و بخار: وجود فصل مشترک مایع و بخار باعث تر وخشک شدن مداوم و افزایش غلظت نمک های کلرید (مشابه حالت شوره زدن) گردیده و احتمال ایجاد خوردگی تحت تنش در این مواضع را بالا می برد. به عنوان مثال در مبدل های حرارتی عمودی که آب خنک کننده در پوسته جریان دارد، هوای حبس شده زیر تیوب شیت بالایی باعث ایجاد چنین سطح جدایشی می گردد. از طرف دیگر به علت نرسیدن آب خنک کاری در این بخش از لوله ها، دمای آنها بالا رفته و خوردگی تحت تنش تشدید می گردد. یکی از راه های عملی جلوگیری از این پدیده، تعبیه سوراخ و یا لوله هواگیری در قسمت بالای مبدل حرارتی می باشد.
7-اثر نوع و ترکیب آلیاژها: ورق استیل معمولی مانند ورق استیل 304 و ورق استیل 316 که حاوی حدود 8 تا 12 درصد نیکل می باشند، دارای بالاترین میزان حساسیت به خوردگی تحت تنش بوده و این حساسیت در هر دو صورت (افزایش یا کاهش نیکل) کمتر می گردد.
در موارد زیادی نیز می ;توان از آلیاژهای دوفازی استفاده نمود. اگرچه این آلیاژها نیز در مقابل خوردگی تحت تنش حساس می باشند، اما در این زمینه به طور آشکاری از آلیاژهای ورق استیل آستنیتی معمولی مانند ورق استیل 304 و ورق استیل 316 مقاوم تر هستند که دلیل آن، وجود حدود 50 درصد فاز فریت در آنها می باشد.
8-اثر حفاظت کاتدی: با کاربرد حفاظت کاتدی مناسب می توان تا حدودی اثرات خوردگی تحت تنش در ورق استیل را کم نمود.
ترک بر اثر عوامل محیطی دیگر در ورق استیل
انواع دیگری ترک خوردگی مشابه خوردگی تحت تنش در ورق استیل ولی با تفاوت دیگری وجود دارند که عبارتند از:
1-ترک بر اثر مذاب: مذاب بعضی از فلزات (یا عناصر غیر فلزی مانند گوگرد) در آلیاژهای خاصی باعث ایجاد ترک می گردند که علت آن نفوذ مذاب به میان مرزدانه های آلیاژ میباشد. به این پدیده LMC می گویند. در مورد ورق استیل خصوصاً ورق استیل آستنیتی معمولاً مذاب فلزات سرب، کادمیوم، روی و آلومینیوم این پدیده را ایجاد می نمایند.

علیرغم اینکه گوگرد فلز نمی باشد ولی اثر مضر آن بر روی آلیاژهای نیکل جزو پدیده LMC به حساب می آید. گوگرد با تشکیل ترکیب یوتکتیک سولفید نیکل باعث ایجاد تردی و ترک گردیده و دمای مجاز کاری آلیاژهای نیکل را کم می نماید.
2-ترک بر اثر هیدروژن: هیدروژن علاوه بر ایجاد پدیده تردی هیدروژنی و تاول هیدروژنی در مواقعی باعث ترک خوردگی نیز می گردد که به این پدیده HAC می گویند. در مقابل این پدیده ورق استیل آستنیتی و ورق استیل فریتی مقاوم ولی ورق استیل مارتنزیتی و رسوب سختی حساس می باشند.
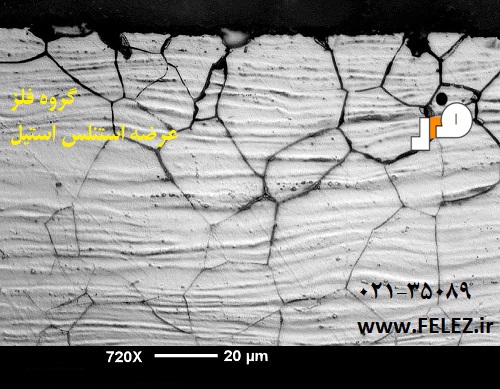
خوردگی بین دانه ای در ورق استیل
هنگامی که ورق استیل آستنیتی با کربن معمولی در محدوده دمای 420 الی 820 درجه (برای انواع پرآلیاژ مانند ورق استیل نسوز 309 و ورق استیل 310 در حدود 420 تا 900 درجه) قرار گیرند، کربن و کروم در مرزدانه ها با هم ترکیب و باعث کم شدن درصد کروم در مناطق مجاور مرزها می گردد. این پدیده باعث کاهش مقاومت به خوردگی استیل در مرز دانه ها در بعضی محیط های شیمیایی خاص می شود که اصطلاحاً به آن حساسیت می گویند.
کاربید کروم به وجود آمده دارای ترکیبی در حدود Cr23C6 می باشد. بنابراین وجود یک اتم کربن حدود چهار اتم کروم را بلوکه و از زمینه آلیاژ خارج نموده و اثر اصلی کروم در رویینگی را از بین می برد. حساسیت همچنین باعث افت چقرمگی در ورق استیل نیز می گردد.
برای به وجود آمدن پدیده حساسیت، محدوده دمای اشاره شده شرط لازم بوده و شرایط دیگری نظیر زمان و درصد کربن کافی نیز باید وجود داشته باشد.
در دماهای بالاتر از 870 درجه و کمتر از 450 درجه امکان برخورد با منحنی های تشکیل کاربید کروم وجود ندارد و بنابراین حساسیت رخ نمی دهد. از طرف دیگر در صورتی که ورق استیل از نوع معمولی به نوعی کم کربن تغییر یابد، کمترین زمان لازم برای شروع تشکیل کاربید کروم از حدود 30 ثانیه به بالاتر از 8 ساعت افزایش یافته که این میزان بسیار مطلوب و بالاتر از زمان انواع عملیات جوشکاری و عملیات حرارتی مرسوم می باشد. حداکثر سرعت رسوب کاربید کروم در دمای 680 درجه رخ می دهد. از آنجاییکه در این دماها معمولاً عملیات تنش گیری کربن استیل و کم آلیاژ انجام می گیرد، بنابراین در انتخاب ورق استیل آستنیتی در مواردی که اتصال این فلزات با ورق استیل آستنیتی وجود داشته و نیاز به تنش گیری باشد باید دقت گردد.
به طور خلاصه عوامل زیر باعث پدید آمدن حساسیت در ورق استیل می گردد:
1-در بازپخت: آهسته سرد شدن آلیاژ از دمای بازپخت در محدوده دمایی که ایجاد حساسیت در ورق استیل مینماید.
2-در تنش گیری: نگهداری آلیاژ در محدوده دمایی که ایجاد حساسیت می نماید.
3-در جوشکاری و برشکاری ورق استیل: رسیدن ناحیه ای به دما و زمان لازم برای ایجاد حساسیت که بر اثر آن پدیده خورده ای کنار درز جوش به وجود می آید. در جوشکاری و برشکاری ورق استیل تحت اثر گرما فاصله معینی دو طرف خط جوش یا برش، منطقه حرارت دیده به وجود می آید. در ناحیه ای از این منطقه که دما و زمان کافی باشد، رسوب کاربید کروم در مرز دانه ها تشکیل گردیده و درصد کروم در زمینه آلیاژ در مجاورت مرزها را کم می گرداند. این ناحیه حساس دارای ظاهر متفاوتی با دیگر نقاط قطعه نبوده و تنها در بعضی از محیط های خورنده آثار خوردگی به صورت دو خط موازی در کنار درز جوش ظاهر می گردد.
در عمده روش های ساخت مانند جوشکاری و همچنین کاربرد ورق استیل آستنیتی عواملی نظیر دما و زمان عموماً قابل تغییر نبوده و بنابراین برای جلوگیری و یا برطرف نمودن پدیده حساسیت موارد زیر توصیه می شود:
1-استفاده از آلیاژهای حاوب نایبیم (=کلمبیم) مانند ورق استیل 347 یا حاوی تیتانیم مانند ورق استیل 321 که در آنها با استفاده از این عناصر، کربن موجود در ورق استیل مهار گردیده است. به این آلیاژها، آلیاژهای پایدار شده می گویند. میزان تیتانیم باید بیشتر از 5*(C+N)% و نایبیم بیشتر از 8*C% باشد. علت در نظر گرفتن نیتروژن در محاسبه تیتانیوم این است که میل ترکیبی آن با تیتانیم بسیار بالا می باشد. برای به دست آوردن نتیجه بهتر از این آلیاژها میتوان عملیات پایدار سازی قبلی در دمای حدود 900 درجه به مدت طولانی انجام داد تا رسوب کاربید کروم کاملاً تبدیل به رسوب کاربیدی پایدار این اثر عناصر گردد. با این عمل، در موقع کاربرد طولانی استیل در دماهای پایینتر رسوب کاربید کروم تشکیل نخواهد شد.
2-استفاده از آلیاژهای با کربن که این آلیاژها مانند ورق استیل 304L و 316L با پسند L مشخص می باشند. امروزه با استفاده از فناوریهای جدید ورق استیل با کربن خیلی کم نیز تولید میشوند که برای جوشکاری مناسب تر می باشند.
3-عملیات حرارتی انحلال: مطابق کد ASME BPV Sec.VIII عملیات حرارتی بعد از جوشکاری و ساخت جهت ورق استیل آستنیتی به هیچ عنوان توصیه نمی گردد. ولی مطابق ASME BPV Sec.II موقعی که حداکثر مقاومت به خوردگی بین دانه لازم بوده و آلیاژ بنا به دلایلی حساس شده باشد، کلیه کاربیدهای کروم بایستی به حالت انحلال درآیند.
پدیده حساسیت در ورق استیل فریتی نیز با همان مکانیزمی که در بالا ذکر شد، ممکن است اتفاق افتد. اما دو تفاوت اساسی بین آنها وجود دارد.
1-میزان انحلال نیتروژن در ورق استیل فریتی بسیار پایینتر از ورق استیل آستنیتی بوده بنابراین امکان خارج شدن نیتروژن از شبکه و تشکیل نیترید کروم و به وجود آمدن حساسیت در آنها وجود دارد.
2-دمای ایجاد حساسیت در ورق استیل فریتی بالاتر از 920 درجه می باشد. در این مورد استفاده از ورق استیل فریتی کم کربن و نیتروژن موسوم به نسل سوم موثر می باشد. این آلیاژها حاوی عناصر پایدارکننده کربن مانند تیتانیم یا نایبیم نیز می باشند. در این حالت چقرمگی آلیاژهای حاوی نایبیم بالاتر بوده ولی در عوض چقرمگی منطقه جوش آلیاژهای تیتانیم دار بهتر می باشد. اما استفاده از آلیاژهای تیتانیوم دار در محیط اسید نیتریک توصیه نمی گردد.
خوردگی گالوانیک در ورق استیل
هنگامی که دو فلز مختلف در حضور یک الکترولیت به هم متصل شوند، خوردگی یکی از آنها کم و دیگری زیاد می گردد. اتصال ممکن است به صورت جوش، پیچ، پرچ یا روکش آبکاری و محیط خورنده به صورت آب، رطوبت و محلولهای شیمیایی باشد. به دلیل مقاومت الکتریکی بالا، تاثیر خوردگی گالوانیک در آب شیرین یا اتمسفر (که الکترولیت آن بخار آب یا باران می باشد) در فواصل نزدیک از محل اتصال بوده اما این تاثیر در آب دریا که هدایت الکتریکی خوبی دارد، ممکن است تا چندین متر از محل اتصال نیز باشد. رفتار آندی یا کاتدی دو ماده را میتوان از جداول گالوانیکی که بر حسب نوع محلول شیمیایی تهیه گردیده اند، پیش بینی نمود که جداول کامل آن در استاندارد ASTM G82 آورده شده است.
برخلاف تصور، اختلاف پتانسیل یا همان فاصله دو آلیاژ در جدول پتانسیل گالوانیک به تنهایی معیار مناسبی جهت قضاوت در مورد رفتار خوردگی نبوده بلکه میزان نسبی سطوح آن دو نیز بسیار مهم میباشد. به عنوان مثال در آب دریا در صورتی که سطح ورق استیل 316 نسبت به کربن استیل کوپل شده با آن کمتر باشد، کوپل مناسب و در غیر این صورت نامناسب است.
برای کم نمودن و یا از بین بردن اثرات خوردگی گالوانیک به موارد زیر توجه شود:
1-استفاده از آلیاژهایی که در جدول سری گالوانیک نزدیک به هم می باشند.
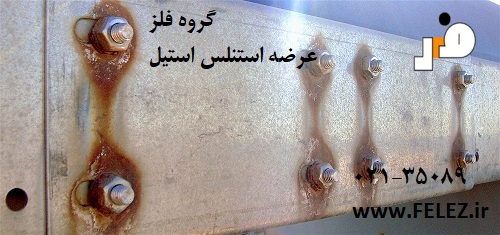
2-در ساخت قطعات و قسمتهای حساس با سطح کمتر (مانند پیچ ها، پرچ ها، جوش ها و نشیمنگاه شیرها) از مواد کاتدیک تر استفاده شود. استفاده از پرچ و پیچ های کربن استیل (حتی گالوانیزه) برای اتصال ورق استیل یکی از موارد سوء اثر گالوانیک می باشد که باعث ایجاد خوردگی در پیچ می گردد. برعکس آن استفاده از پیچ های استنلس استیل یا مسی برای اتصال آن کربن استیل یکی از مواد خوب اثر گالوانیک بوده و باعث محافظت پیچ میگردد. استفاده از پیچ های استنلس استیل برای اتصال آلومینیم طبق جداول مناسب بوده و در صنعت نیز بسیار مرسوم است. اما در این حالت معمولا خوردگی آلومینیوم در اطراف پیچ رخ داده و باعث گشاد شدن سوراخ و بیرون افتادن پیچ می گردد. برای جلوگیری از این پدیده باید اطراف پیچ را موادی پر نمود تا از رسیدن رطوبت به محل اتصال آن با آلومینیوم جلوگیری کرد.
3-در صورت امکان، اتصال الکتریکی بین دو آلیاژ با استفاده از واشرها و یا پوشش های غیرهادی قطع گردد.
4-در طراحی، قطعات و قسمتهای آندی ضخیم تر در نظر گرفته شده و یا قابل تعویض باشند.
5-در صورت امکان، سطح آند بزرگتر از کاتد باشد.
6-در کاربرد پوشش دقت گردد. در صورت استفاده بهتر هر دو آلیاژ به صورت کامل و در صورت امکان فقط آلیاژ کاتدیک پوشش گردد. وجود نقص در پوشش آلیاژ آند باعث خوردگی موضعی شدید آن خواهد شد.
7-برای جلوگیری از نفوذ مایعات داخل درزها و تشکیل پیل الکتریکی ترجیحاً از اتصالات جوشی به جای پیچ و مهره استفاده گردد.
خوردگی تحت سایش ورق استیل
این پدیده ناشی از اثر همزمان خوردگی و سایش مکانیکی ذرات جامد معلق در محلول ها و حتی گاهی فازهای مایع و بخار پر سرعت می باشد. که برای جلوگیری از این دو راه وجود دارد:
1-انتخاب ورق استیل با مقاومت به خوردگی یکنواخت بالاتر.

2-استفاده از ورق استیل با سختی بالاتر. آزمایشات نشان داده اند که فولاد هایی که به علت محلول جامد دارای سختی بالا هستند نسبت به انواعی که با عملیات حرارتی سخت می گردند (مانند ورق استیل مارتنزیتی) معمولا دارای ارجحیت می باشند.
آلیاژ زدایی در ورق استیل
در این پدیده بر اثر خوردگی در محیط های شیمیایی خاص، یک یا چند عنصر خاص آلیاژ از درون شبکه کریستالی حذف و بنابراین خواص اصلی آلیاژ از بین میرود.
رسوب گذاری ورق استیل
اگرچه رسوب گذاری نوعی خوردگی نمی باشد ولی به علت شکل پدیده و اثرات ناشی از آن عموماً در مباحث خوردگی به آن پرداخته میشود. انواع مختلف رسوب بر حسب منشا آن به موارد ذیل تقسیم می گردد:
1-رسوب ناشی از مواد حل شده که بعداً به عللی مانند تغییر دما غیر محلول میشوند.
2-رسوب ناشی از مواد معلق موجود در سیال.
3-رسوب ناشی از انجام واکنشهای شیمیایی در سطح ورق استیل
4-رسوب ناشی از ایجاد خوردگی و بر جای ماندن و یا چسبیدن محصولات خوردگی به سطح ورق استیل
5-رسوب ناشی از عوامل بیولوژیک

اثرات منفی رسوب بر فرایند ممکن است شامل کاهش دبی سیال، کاهش و افزایش فشار سیال در قسمت های مختلف، افزایش مقاومت حرارتی سطوح تبادل گرما و در نتیجه کاهش راندمان و حتی در مواردی باعث از کار افتادن کامل سیستم گردد. به عنوان مثال در انگلیس در سال ۱۹۷۸ برآورد خسارات ناشی از کاهش راندمان، از کار افتادن و تعمیر تجهیزات بر اثر رسوب ۳۰۰ میلیون پوند برآورد گردیده است.