
قیمت ورق استیل؛ فروش انواع ورق استیل صنعتی و ورق استنلس استیل در آلیاژ و ضخامت های مختلف. با حرفه ای ها خرید کنید تلفن: 35089-021
فهرست موضوعات
شکل دادن ورق استیل
روش های نورد کاری، فورجینگ، کله زنی، خمکاری، کشش و کشش عمیق، سنبه کاری، پولک زنی، شکل دهی چرخشی، برشکاری با اره و ماشینکاری از روش های عمده شکل دادن انواع ورق استیل می باشند. به دلیل خواص مختلف ورق استیل، هر یک از این روش ها در مورد تعدادی از آنها قابل کاربرد می باشد. از نظر دما، روش های شکل دادن ورق استیل به دو دسته عمده سرد و گرم تقسیم می شوند، که البته عمده آنها به روش های سرد می باشند.
1-شکل دادن سرد ورق استیل: به طور کلی استحکام ورق استیل خصوصاً در دمای محیط نسبت به کربن استیل بالاتر بوده و بنابراین عملیات شکل دادن آنها نیز مشکل تر و سایش ابزارهای مربوطه نیز بیشتر است. معمولاً تنش لازم برای شکل دهی سرد ورق استیل خصوصاً آستنیتی، حدود دو برابر کربن استیل ساده با همان ضخامت می باشد. علیرغم این نکات، در صنعت دستگاه ها و نحوه عملیات شکل دهی آنها تقریباً مشابه کربن استیل بوده که البته معمولاً جهت ورق استیل لازم است در موارد مشابه از دستگاه هایی با توان بالاتر استفاده نمود.
ورق استیل فریتی علاوه بر دارا بودن استحکام مکانیکی بالاتر نسبت به کربن استیل ساده، چکش کاری کمتری (مخصوصاً در مقاطع ضخیم) نیز دارند. بنابراین در مورد آنها سرعت کمتر شکل دادن و گرم نمودن قطعه تا دمای 150 درجه توصیه می گردد. به دلیل ضریب کار سختی بالا، در موقعی که نیاز به اعمال کار سرد زیادی باشد، بایستی از مواد اولیه کاملا بازپخت شده استفاده نموده و در صورت نیاز بین مراحل شکل دهی عملیات بازپخت انجام پذیرد. این توصیه مخصوصاً در مورد ورق استیل فریتی با کروم بالاتر باید مورد توجه قرار گیرد.
ورق استیل آستنیتی در مقایسه با کربن استیل ساده و ورق استیل فریتی دارای ضریب کار سختی بالاتری می باشند. ممکن است بر حسب ترکیب آلیاژ، بر اثر کار سرد، فاز سخت مارتنزیت تشکیل گردیده و سختی آن بالاتر رود. درصد نیکل نقش تعیین کننده ای در ضریب کارسختی دارد. ورق استیل 301 بیشترین و ورق استیل 305 کمترین کار سختی را از خود نشان داده و آلیاژهای دیگر این گروه بین آنها قرار دارند. با وجودی که کار سختی کمتر باعث میگردد تا نیروی کمتری برای شکل دادن ورق استیل 305 مصرف گردد، اما مقدار کل تغییر شکل تا نقطه نهایی (قبل از پارگی یا شکست) کم می باشد. گرچه تمام ورق های استیل آستنیتی دارای شکل پذیری خوبی می باشند، اما ورق استیل 302 دارای بهینه ترین خواص بین نیروی تغییر فرم (کار سختی) و میزان تغییر فرم (منطقه بین نقاط تسلیم و کششی) است. در صورتی که تغییر فرم زیاد (البته همراه با نیروی بیشتر) لازم باشد ورق استیل 301 مناسب است.
2-شکل دادن گرم ورق استیل: همانطور که گفته شد عمده روش شکل دادن ورق استیل به صورت سرد می باشد. اما در مواقعی لازم است از روش هایی مانند نورد گرم، فورجینگ گرم و . . . استفاده نمود. عمده نکات شکل دادن گرم ورق استیل در بخش فورجینگ آورده است.
فورجینگ ورق استیل

فورجینگ یا همان آهنگری ورق استیل به عملیاتی گفته می شود که در آن به وسیله فشار یا ضربه پرس، اجسام را شکل می دهند. نحوه شکل دهی به این روش بسیار متنوع و شامل انواع ساده مانند تغییر مقطع تا انواع پیچیده تر مانند سیلان دادن آلیاژ در قالب و ایجاد قطعه به شکل نهایی می باشد. یکی از مزیت های مهم فورج نسبت به دیگر روش های ساخت نظیر ماشینکاری و ریخته گری ورق استیل این است که خواص مکانیکی ایجاد شده به سبب نحوه سیلان مواد و دانه بندی جهت دار مناسب آن بسیار ممتاز می باشد.
روش های مختلف فورجیینگ ورق استیل عبارتند از فرج بدون قالب، فورج با قالب، نورد حلقه و فورج نوردی. عملیات فورجینگ برای انواع ورق استیل مختلف به صورت سرد یا گرم قابل انجام می باشد. فورجینگ سرد برای مواد با استحکام بالا نظیر ورق استیل بسیار مشکل بوده و بنابراین معمولاً به صورت گرم انجام می شود. علاوه بر این روش های فورج سرد، مانند کله زنی سرد، معمولا نامی اختصاصی و مربوط به خود دارند.
تمام ورق های استیل را می توان تحت کار گرم قرار داد ولی این عمل در مورد آلیاژهایی با درصد بالای عناصر آلیاژی مشکل تر است. هدایت حرارتی ورق استیل مخصوصاً در دماهای پایین تر از 540 درجه کمتر از کربن استیل بوده و بنابراین زمان رسیدن به دمای یکنواخت مطلوب و زمان نگهداری آلیاژ در آن دما بیشتر می باشد.
به طور کلی باید به اثرات کارگرم (و یا سرد) بر روی خواص خوردگی ورق استیل با دقت توجه شده و بعد از شکل دادن، بسته به نیاز، عملیات حرارتی مناسب بر روی آلیاژ صورت پذیرد.
در ادامه به ویژگی های کار گرم انواع ورق استیل و مشخصات قالب های آنها اشاره می گردد:
1-ورق استیل مارتنزیتی: جهت جلوگیری از ایجاد ترک، گرم کردن ورق استیل مارتنزیتی برای شکل دادن می بایستی آهسته صورت گیرد. عمل شکل دادن ورق استیل معمولاً در چهار مرحله انجام میشود:
مرحله 1: گرم کردن آهسته ورق استیل تا 815 درجه به صورتی که دما در تمام مقاطع قطعه به طور یکنواخت توزیع گردیده و تنش های ناشی از تغییر فازها و انبساط حداقل باشند.
مرحله 2: گرم کردن ورق استیل تا دمای شکل دادن
مرحله 3: فورج یا نورد ورق استیل
مرحله 4: نگهداری ورق استیل در دمای 845 درجه
مرحله 5: سرد کردن آهسته ورق استیل تا دمای حداقل 590 درجه در کوره یا محفظه ایزوله چون سرد کردن در هوا باعث سخت شدن قطعه و ترک می گردد.
شکل دادن تمامی ورق استیل مارتنزیتی حتماً باید در دمای بالاتر از دمای تغییر فاز یعنی 815 درجه صورت پذیرد. در عمل معمولا محدوده دمای 925 الی 1095 درجه انتخاب می گردد. چون در کمتر از این محدوده شکل دهی ورق استیل بسیار مشکل است و در بالاتر از آن امکان تشکیل درصد های کم فاز فریت دلتا و ترد شدن ورق استیل وجود خواهد داشت. ورق استیل مارتنزیتی کم کربن مانند ورق استیل 410، 403 و 416 دارای منطقه وسیعی در دمای شکل دادن می باشند. ورق استیل 420 و 440 نیازمند کنترل دقیق تری بوده و گرم کردن ورق استیل 431 به دلیل حساسیت به ترک باید با دقت ویژه ای صورت گیرد. وجود گوگرد و سلنیم در انواع خوش تراش ورق استیل باعث ایجاد ضایعات و ترکهای سطحی حین شکل دهی می گردد. با کنترل دما و شرایط فورج در انواع ورق استیل سلنیم دار این ترک ها قابل پیشگیری بوده اما در مورد انواع ورق استیل گوگرد دار این کار عملی نمی باشد.
2-ورق استیل فریتی: مراحل مختلف شکل دادن این گروه مانند ورق استیل مارتنزیتی بوده با این تفاوت که سرد کردن آهسته ورق استیل فریتی در هوا باعث سختی آنها نمی شود. نکته اصلی در مورد ورق استیل فریتی امکان رشد دانه ها در دمای بالا می باشد. به این دلیل در کنترل حد بالای دمای فورج آنها باید دقت شود. البته اعمال این کنترل در طی کل فرایند شرکت دادن ورق استیل مشکل بوده و معمولا به جای آن، در پایان عملیات مقداری از تغییر فرم را در دماهای کمتر (حتی تا حدود 705 درجه) انجام داده تا دانه ها ریز گردیده و خواص مکانیکی بعدی ورق استیل در دمای محیط بهبود یابد. در مورد ورق استیل 405 به دلیل ایجاد پدیده ضعف مرز دانه ها ناشی از تشکیل کمی آستنیت در مرزدانه ها، شکل دادن بایستی با دقت بیشتری صورت پذیرد.
جهت ورق استیل فریتی بعد از فورج عملیات بازپخت توصیه می گردد. در صورت نیاز تنش زدایی آنها نیز در دمای 260 الی 315 درجه انجام می شود.
3-ورق استیل آستنیتی: این گروه از استیل به دلیل داشتن عناصر آلیاژی بیشتر دارای استحکام بیشتری در دماهای بالا بوده و بنابراین برای مصرف انرژی کمتر در شکل دادن، دمای گرم کردن آنها باید بالاتر باشد. روش گرم کردن ورق استیل آستنیتی مانند ورق استیل مارتنزیتی و ورق استیل فریتی می باشد. برای جلوگیری از اکسیداسیون و پوسته شدن زمان نگهداری آلیاژ در دمای بالا باید تا حد ممکن کم باشد. اتمسفر کوره بهتر است کمی اکسیدی باشد تا احتمال افزوده شدن کربن ورق استیل و ایجاد پدیده حساسیت کم گردد. به دلیل وجود همین پدیده لازم است شکل دادن گرم تمام آلیاژهای این گروه (به استثنای ورق استیل کم کربن و یا تثبیت شده با نایبیم یا تیتانیم) در دمای بالاتر از 870 درجه انجام شده و بعد از انجام عملیات تا حد ممکن با سرعت زیاد تا دمای زیر ۵۴۰ درجه سرد گردند. البته جهت حذف کاربیدهای کروم احتمالی (به استثنای آلیاژهای تثبیت شده) توصیه گردیده که در پایان عملیات شکل دادن گرم ورق استیل در دمای حدود 1060 درجه بازپخت گردیده و سریعاً سرد گردد.
به دلیل عدم وجود تغییر ساختاری در ورق استیل آستنیتی، دماهای شکل دادن بسیار بالایی جهت آنها را نیز می توان انتخاب نمود. اما باید توجه کرد که در فولادهای پر آلیاژ مانند ورق استیل 309، ورق استیل 310 و ورق استیل 314 در دمای بالاتر از 1100 درجه امکان تشکیل فاز فریت دلتا و ترد شدن آلیاژ وجود دارد.
خوشبختانه در ورق استیل آستنیتی، عیوب سطحی به وجود آمده بر اثر فورجینگ کمتر از انواع دیگر ورق استیل می باشد.
4-ورق استیل رسوب سختی: خواص فورج پذیری این آلیاژها از کلیه گروه های دیگر کمتر بوده و در صورتی که شرایط فورج خصوصاً دما درست انتخاب نگردد، امکان به وجود آمدن ترک در آنها وجود دارد. دمای فورج ورق استیل تحت هیچ شرایطی از 980 درجه نبایستی کمتر باشد. در دماهای خیلی بالا نیز امکان رشد دانه ها و تشکیل فاز فریت دلتا وجود دارد. جهت جلوگیری از بروز ترک در انواع ورق استیل مارتنزیتی آنها، سرد کردن از دمای بالا باید با دقت صورت پذیرد.
جهت فورج قطعات ورق استیل معمولاً قالب ها را قبل از فورج تا دمای 150 تا 200 درجه پیش گرم نموده و طی عملیات این دما را ثابت نگه می دارند. پیش گرم قالب های کوچک به وسیله مشعل و قالب های بزرگ توسط کوره صورت می گیرد. عمل روانکاری قالب، جهت جلوگیری از گریپاژ قطعه و افزایش طول عمر آن، توسط مخلوط روغن های معدنی و گرافیت صورت می گیرد. این ترکیبات باید فاقد گوگرد و سرب باشد.شیشه روانکار مناسب جهت فورجینگ قطعات کم ولی با سیلان عرضی بالا می باشد. بهتر است ویسکوزیته خمیر شیشه مورد استفاده در دمای فورج در حدود 150 cp باشد.
کله زنی استیل
کله زنی در اصل یک نوع خاص از عملیات فورجینگ می باشد که در آن به وسیله قالب و با کمک فشار یا ضربه پرس، سطح مقطع ناحیه ای از فلز را افزایش و طول آن را کاهش می دهند. از این روش جهت ایجاد کله پیچ و پرچ ها استفاده می شود. مزیت این روش در تولید قطعاتی نظیر پیچ و پرچ نسبت به تراشکاری این است که معمولاً ضایعاتی نداشته و همچنین استحکام مکانیکی قسمت تغییر شکل داده به طور مطلوبی بیشتر می گردد.
نکاتی که در فرآیند کله زنی استیل باید در نظر گرفت عبارتند از:
1-در مقایسه با کربن استیل، نیروی لازم جهت کله زنی استیل بیشتر می باشد. چون استحکام اولیه استیل کروم دار و کار سختی استیل کروم-نیکل (آستنیتی) عموماً بالاتر می باشد.
2-سرعت اعمال تغییر فرم تا حد امکان کم باشد.
3-در مورد قطعات بزرگ و قطعاتی که احتمال پیدایش ترک در آنها وجود دارد می توان قطعه را قبل از کله زنی تا 180 الی 200 درجه پیش گرم نمود. تجربه نشان داده است که در این حالت 80 درصد کاهش چقرمگی ناشی از سرعت بالا تغییر فرم نیز قابل جبران می باشد.
4-از قالب با سختی و مقاومت به ضربه مناسب استفاده نمود. سختی سطحی مورد نیاز قالب ها معمولا در حدود 60 RC می باشد. جهت ساخت قالبهای کله زنی به ترتیب افزایش استحکام مکانیکی قطعه و مقاومت به ضربه مورد نیاز می توان استفاده های ابزاری نظیر W1,W2,D2,M2 و نهایتاً از فولادهای ابزاری با استحکام بالا و مقاوم به ضربه نظیر S1 استفاده نمود.
5-جهت جلوگیری از درگیری و گریپاژ قطعه و قالب از روانکارهای مناسب نظیر پودر آهک، پودر دی سولفید مولیبدن، اگزالات ها و استئارات ها استفاده شود.
خمکاری ورق استیل

معیار خم پذیری ورق استیل، کوچکترین شعاع خم قابل ایجاد در نمونه بدون ایجاد ترک می باشد. بدیهی است این شعاع با افزایش ضخامت ورق استیل افزایش می یابد. در هر نوع خمکاری ورق استیل برای حصول نتیجه بهتر لازم است محور خم عمود بر جهت نورد ورق مصرفی انتخاب گردد.
یکی از مواردی که در خمکاری ورق استیل و دیگر مقاطع فلزی باید در نظر گرفت پدیده برگشت فنری می باشد که بر اثر آن بعد از برداشتن نیروی خمکاری، زاویه و یا شعاع خم به وجود آمده کمی برگشت نموده و در نتیجه با میزان مورد انتظار متفاوت خواهد بود. مقدار برگشت فنری، به نوع آلیاژ، کار سختی قبلی و عملیات حرارتی ورق استیل بستگی دارد. در ورق استیل آستنیتی خصوصاً قطعات تمام سخت آن میزان برگشت بسیار بالایی مشاهده می گردد.
خمکاری لوله استیل
خمکاری لوله استیل با قطر کم، ضخامت زیاد تحت شعاع خم زیاد راحت می باشد. در موقع خمکاری هر چه قطر لوله استیل زیاد تر باشد، احتمال کم شدن ضخامت (در قسمت خارج لوله) و دو پهن شدن قطر آن بیشتر می گردد. از طرف دیگر در لوله های نسبتاً کم ضخامت، چروک خوردگی در منطقه داخلی خم و دوپهنی در قطر به وجود می آید. بنابراین در خمکاری لوله هایی با قطر زیاد و ضخامت کم باید دقت بیشتری صورت گیرد. برای به دست آوردن یک خم خوب در لوله استیل، باید به نکات زیر دقت شود:
1-کاربرد لوله استیل بازپخت شده
2-کاربرد لوله استیل بدون درز یا درز مخفی مرغوب
3-استفاده از قرقره های نگهدارنده دارای شیار نیم دایره ای به پهنای قطر خارجی لوله و شعاع مناسب با شعاع خم و در صورت نیاز، استفاده از ماندرل های مرکزی ثابت از نظر فشنگی یا گوی های متصل در داخل لوله در قسمت خم
4-در صورت امکان، استفاده از یک ماده تراکم ناپذیر مانند ماسه، یخ، سرب، میله لاستیکی و . .به جای ماندرل های فلزی.
5-طول قطعه قفل کننده لوله استیل نیز باید مناسب انتخاب شود. طول مورد نیاز از معادل یک برابر قطر لوله برای شعاع های خم بزرگ لوله های ضخیم تا معادل ۵ برابر قطر لوله برای شعاع های خم کوچک و لوله های نازک پیشنهاد می گردد.
6-در صورت نیاز جهت افزایش مقاومت به خوردگی تحت تنش (مخصوصاً در محیط یون کلرید و محیط های بازی گرم و غلیظ) می توان خم ها را تحت عملیات تنش زدایی پس از کار سرد قرار داد.
نوردکاری ورق استیل

نورد کاری جهت ساخت قطعات استوانه ای از ورق استیل به کار می رود. در این روش با استفاده از نوردهای 3 غلتک و یا 4 غلتک و باردهی غلطک بالایی همزمان با گردش، ورق استیل به تدریج گرد شده تا دو سر آن به هم رسیده و به قطر مورد نظر برسد. که در این مورد استفاده از نوردهای 4 غلتک دارای مزیت بیشتری می باشد. چون در این نوردها میزان صافی ابتدا و انتهای ورق استیل بعد از نورد به حداقل می رسد. همانطور که قبلاً ذکر شد میزان نیرو (کار لازم) جهت شکل دادن ورق استیل عموماً بالاتر از کربن استیل بوده و باید از نوردهایی با توان موتور بالاتر و غلتک هایی با قطر زیادتر استفاده نمود. از طرف دیگر به دلیل ضریب کار سختی بالا و وجود پدیده برگشت فنری در آلیاژهای آستنیتی، بهتر است تعداد دورهای نورد کردن تا رسیدن به شعاع مورد نظر تا حد امکان کم باشد.
عدسی سازی استیل
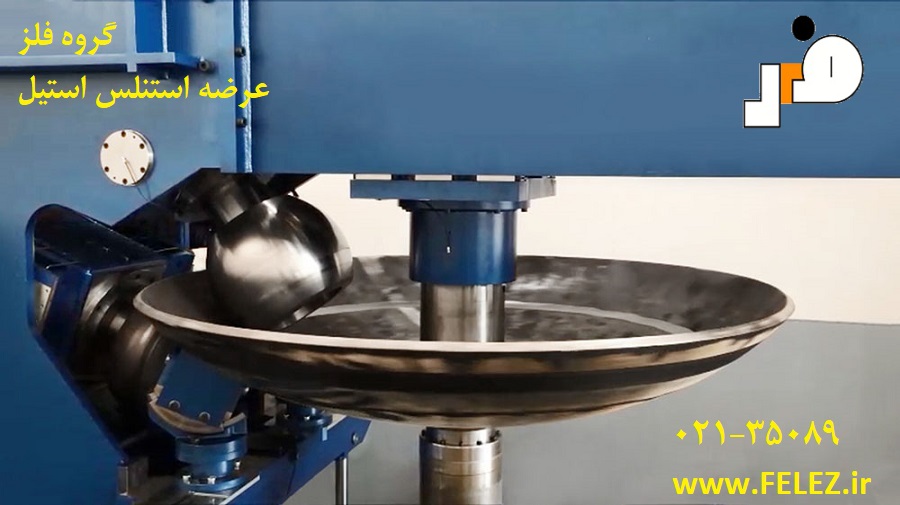
یکی از روش های دیگر در ساخت درپوش مخازن استیل ذخیره و تحت فشار، عدسی سازی از ورق استیل است که شامل دو مرحله گود زنی و لبه زنی می باشد. در مرحله اول، ورق استیل گردبری شده و توسط پرس هیدرولیک و یک قالب سنبه ماتریس با گودی مناسب (شعاع تاج) به شکل یک بشقاب در آورده می شود. در مرحله دوم توسط ماشین لبه زن، یک خم مناسب (شعاع پاشنه) در لبه های آن ایجاد می گردد تا لبه های عدسی تحت زاویه ۹۰ درجه در آید. همانطور که در مورد نوردکاری نیز ذکر گردید، میزان نیرو (کار لازم) جهت شکل دادن ورق استیل (مخصوصاً آستنیتی) عموماً بالاتر از کربن استیل بوده و بنابراین بایستی از پرس ها و لبه زن های با نیرو و توان موتور بالاتر استفاده نمود. علاوه بر این توصیه می گردد جهت جلوگیری از تماس قالبهای گود زنی (کربن استیل یا چدن) و فرو رفتن ذرات آن در سطح ورق استیل که باعث زنگ زدگی می گردد، سطح قالب ها با لایه ای نمد پوشش داده شود.
در ساخت عدسی ها بایستی به طور ویژه به عیوبی مانند ترک های شعاعی و محیطی و اثر چند پوستگی دقت شود. این روز بر اثر عوامل متعدد مانند عدم کیفیت ورق استیل اولیه، کم بودن دمای نورد در تولید ورق استیل ضخیم تر و یا کار سختی بالا در حین فرایندهای ساخت به وجود می آید. متأسفانه این عیوب در شعاع پاشنه عدسی ها که از لحاظ مکانیکی، ناحیه ای با تمرکز تنش بسیار بالا می باشند، بیشتر مشاهده می گردد.
بهتر است بر روی عدسی ها با کاربرد در فشار بالا آزمایشات لازم با دقت صورت پذیرد. جهت یافتن ترک ها از آزمایش مایع نافذ و جهت یافتن چند پوستگی از آزمایش اولتراسونیک استفاده شود. در این آزمایش امواج مافوق صوت ایجاد شده توسط دستگاه، به وسیله پراب مخصوص از یک سطح داخل استیل می گردد. در صورتی که برگشت امواج از مکانی جلوتر از کل ضخامت قطعه صورت پذیرد، یک عیب در عمق مشخص شده توسط دستگاه وجود دارد.
کشش ورق استیل

در این روش با استفاده از قالبهای سنبه-ماتریس مخصوص کشش، ورق استیل را به اشکال مختلف مانند کاسه، استوانه، مکعب و . . . در می آورند. قالب های این عمل شامل قطعات اصلی سنبه، ماتریس ورق گیر و بیرون انداز بوده و به دو صورت معمولی و معکوس، طراحی و ساخته می شوند.
ویژگی این روش برای شکل دادن ورق استیل عبارتند از:
1-ورق استیل آستنیتی دارای بهترین خواص فرم پذیری به این روش می باشد. چون تغییر فرم یک ناحیه و کار سختی ناشی از آن باعث بالا رفتن استحکام موضعی و انجام تغییر فرم در مناطق دیگر قطعه می گردد. این مکانیزم به خوبی باعث شکل پذیری عالی و نسبتاً زیاد قبل از پارگی ورق استیل آستنیتی می گردد.
انواع ورق استیل که نسبت نیکل به کروم آنها بالاتر و یا کربن آنها کمتر باشد، مانند ورق استیل 304 و 305 در مقایسه با ورق استیل 301 و 302 کار سختی کمتر و شکل پذیری بهتری دارند. در مورد این آلیاژها می توان با کم نمودن نسبت کشش در هر مرحله (زیاد نمودن تعداد مراحل کشش)، عملیات بازپخت بین مرحله ای را کم و حتی حذف نمود.
2-ورق استیل فریتی مخصوصاً انواع کروم بالای آن دارای خواص شکل پذیری کمتری نسبت به ورق استیل آستنیتی بوده به طوری که قطعات نسبتا پیچیده را نمی توان به شکل کشش سرد شکل داد. در این گونه موارد گرم کردن قطعه در حدود 120 تا 200 درجه باعث بالا رفتن چکش خواری و شکل پذیری می گردد.
3-سرعت مناسب پرس کشش برای ورق استیل 6 الی 8 متر بر دقیقه می باشد.
4-نیروی ورق گیر جهت جلوگیری از بلند شدن و یا چروک خوردن پولک ها طی کشش، حدود 30 الی 40% نیروی کشش می باشد. البته برای کشش بعضی از قطعات مکعبی و خاص دیگر ممکن است نیروی بسیار بالاتری حتی تا چند برابر نیروی کشش لازم باشد.
5-جنس قالب ها می تواند از فولادهای سردکار نظیر D2 یا از کاربیدها باشد. کاربید 81WC-15Co-4Ta به طور اختصاصی جهت قالب های کشش توصیه می شود. اگرچه قیمت آن بیشتر از فولادهای سردکار می باشد، اما عمر آنها حداقل ده برابر بوده و بنابراین معمولا از آنها در قسمت های حساس قالب و به صورت قطعات جازدنی استفاده می شود. در مواردی که عدم ایجاد سایش یا گیرپاژ قطعه و قالب مهم باشد، لبه ماتریس کشش را از آلیاژ آلومینیوم، برنز انتخاب می نمایند.
6-وجود گردی در لبه های سنبه و خصوصاً ماتریس در افزایش فرم پذیری و کاهش نیروی کشش بسیار موثر می باشد. به عنوان مثال افزایش شعاع ماتریس از 2 به 10 برابر ضخامت ورق استیل، باعث توانایی در افزایش نسبت کشش حدود 5 به ۵۵% درصد می گردد (نسبت کشش عبارتست از اختلاف قطر قطعه قبل و بعد از کشش تقسیم بر قطر قطعه قبل از کشش). شعاع مناسب به طور تجربی به دست می آید.
7-لقی مابین سنبه و ماتریس رعایت گردد. لقی مناسب برای ورق استیل آستنیتی35 الی 40% و برای ورق استیل فریتی 10 تا 15% بالاتر از ضخامت اولیه ورق استیل می باشد. در مورد ورق استیل آستنیتی لقی کمتر از ضخامت قطعه باعث اتو شدن ورق استیل در حال کشش، بالا رفتن کار سختی و افزایش احتمال پارگی قطعه می گردد.
8- جهت کشش ورق استیل معمولاً از روانکارهای کلرینه، سولفورینه، سولفوکلرینه، خمیر (حاوی پودر گچ و . . .) استفاده می شود.
شکل دهی چرخشی ورق استیل

در این روش، ورق گرده اولیه با استفاده از ماندرل چرخشی (به فرم قطعه) و نیروی ابزار شکل دادن به اشکال توخالی مورد نظر تبدیل می شود.
ویژگی های این روش برای شکل دادن ورق استیل عبارتند از:
1-در بین انواع ورق استیل آستنیتی ورق استیل 302، 304 و 305 دارای بیشترین قابلیت برای تغییر فرم به این روش می باشند.
2-از سری 400 خواص شکل پذیری آلیاژهای ورق استیل 410 و ورق استیل 430 خصوصاً در حالت بازپخت مناسب می باشد. اما به طور کلی باید دقت نمود که به دلیل کمبود چقرمگی، احتمال نازک شدن موضعی و شکست آلیاژهای این گروه وجود دارد که با افزایش کروم از 17 درصد به بالا مشکل حادتر می گردد.
3-در مورد بعضی قطعات با تغییر فرم زیاد ممکن است عملیات بازپخت بین مراحل شکل دادن مورد نیاز باشد. در این صورت باید بعد از باز پخت با روش های مناسب، قطعه را اکسید زدایی و تمیز نموده تا پوسته های اکسیدی در مراحل بعدی با فشار ابزار شکل دادن وارد سطح قطعه نگردند.
4-شکل دادن چرخشی عموماً سرد بوده اما در مورد قطعات ضخیم بهتر است در صورت امکان به صورت گرم انجام شود.
5-سرعت چرخش مناسب (قطعه ماندرل) به ازای ضخامت قطعه از 0.2 میلیمتر الی 6 میلیمتر در حدود 1000 rpm الی 150 rpm می باشد.
6-جنس ماندرل بر حسب ضخامت قطعه (نیروی وارده) و شکل آن از موادی نظیر چوب، آلومینیوم، چدن و استیل انتخاب می گردد.
7-روش اعمال نیروی شکل دهی برای ورق استیل نازک تا حدود 1.5 میل دستی و برای انواع ورق استیل ضخیمتر ماشینی می باشد.
8-ایجاد ترک و بریدگی در لبه های قطعه یکی از عیوب شایع در این روش می باشد. با برش تمیزتر یا در صورت نیاز سنگ زنی اولیه لبه های ورق گرده می توان تا حدودی از این عیب پیشگیری نمود.
9-جهت جلوگیری از تابیدگی، اعوجاج و همچنین تشکیل ترک های لبه ای می توان مقداری لبه اضافی را تا پایان فرم دهی در قطعه حفظ نمود. در پایان لبه اضافی با روش هایی مانند ماشینکاری قابل حذف می باشد.
10-جهت جلوگیری از اصطکاک بین ابزار و قطعه حتما از روانکار های مناسب نظیر صابون، پارافین و گریس استفاده شود.