قیمت ورق استیل؛ فروش انواع ورق استیل صنعتی و ورق استنلس استیل در آلیاژ و ضخامت های مختلف. با حرفه ای ها خرید کنید تلفن: 35089-021
فهرست موضوعات
فصل چهارم - تولید استنلس استیل
مواد اولیه تولید ورق استیل
مواد اولیه اصلی برای تولید ورق استیل، قراضه بازیافتی از فولاد می باشد که عمده آن از قراضه استیل تشکیل شده است. در شرکت اُتوکومپو، 85 تا 90 درصد از قراضه بازیافتی به خط تولید بازگردانده می شود. بقیه مواد که عمدتاً عناصر آلیاژی و افزودنی هستند، به شکل خام مورد استفاده قرار می گیرند.
به علت حجم بالای قراضه استیل و مدیریت سخت این حجم زیاد، دقت بسیار زیادی در خرید باید صورت گیرد. این ضایعات قبل از ورود به واحد ذوب، باید مورد آزمایش قرار گرفته تا حاوی مواد رادیواکتیو نباشند. سپس در آزمایشی دیگر، ترکیب شیمیایی این قراضه ها مورد تحلیل، بررسی و ارزیابی قرار می گیرد تا میزان مورد نیاز عناصر آلیاژی لازم جهت دستیابی به ساختار ورق استیل حاصل گردد.
فِرّو کروم
واحد فروکروم شرکت اُتوکومپو در شهر تورنیو فنلاند واقع شده است. در تولید فروکروم، سنگ معدن کرومایت خرد و آگلومره شده و سپس به واحد متالورژی پودر منتقل می شود. آگلومره متخلخل کرومایت بعد از عملیات متالورژی پودر به واحد فروکروم انتقال داده شده، پیش گرم شده و با گازهای خروجی ناشی از پروسه استخراج حرارت داده می شوند. استخراج فروکروم در یک کوره قوسی زیرپودری به صورت بسته که مجهز به یک شفت به منظور شارژ مواد پیش گرم شده واقع در بالای کوره انجام می شود.
با پیش گرم مواد شارژ تا 700 درجه سانتی گراد، مصرف انرژی الکتریکی در فرآیند استخراج کاهش یافته و عملکرد کلی به شکل قابل توجهی بهبود می یابد. فروکروم نهایی (FeCr) حاوی تقریباً 52 درصد کروم، 4 درصد سیلیسیم و 7 درصد کربن می باشد. عمده فروکروم از طریق ریخته گری و انجماد تولید می شود. پس از این مرحله خرد شده و به فروش رسیده یا برای مراحل بعدی آماده می گردد (شکل 4:1).
در شعبه تورنیو از شرکت اُتوکومپو، بخشی از فروکروم به شکل مایع به واحد ذوب منتقل و به منظور حذف قسمتی از سیلیسیم و کربن موجود، پردازش می شود. انرژی ناشی از واکنش سیلیسیم و کربن با اکسیژن به منظور ذوب بیشتر مواد شارژ شده به داخل مبدل استفاده می شود. هرچقدر وزن این مواد شارژ بیشتر شود، محتوای کروم از 52 به حدود 35 درصد کاهش می یابد. این مایع در مرحله بعدی به عنوان بخشی از مواد اولیه جهت تولید استنلس استیل به مبدل AOD شارژ می گردد.

شکل 4:1-ریخته گری فروکروم مذاب
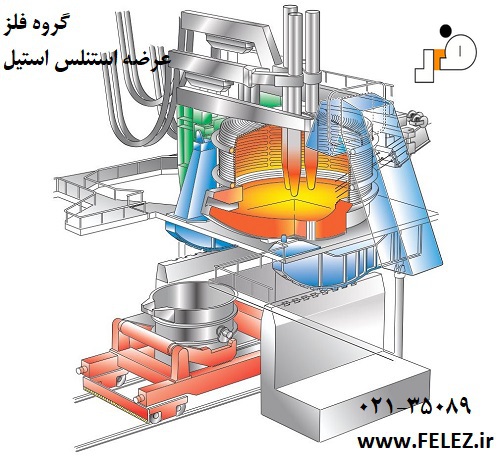
شکل4:2-تصویر شماتیک یک کوره قوس الکتریکی (EAF)
واحد ذوب
ترکیب ضایعات استیل و عناصر آلیاژی در واحد ذوب، اولین اقدام به منظور تولید ورق استیل محسوب می شود. پیکربندی واحد مذاب به قابلیت ها و کارایی استیل در شرایط مختلف بستگی داشته و از مجموعه ای از تجهیزات تشکیل شده است.
معمولاً چهار مرحله اصلی وجود دارد که هریک در واحدی مجزا انجام می پذیرد:
1-ذوب مواد اولیه در کوره قوس الکتریکی
2-حذف کربن، گوگرد و نیتروژن احتمالی در مبدل فولادی
3-تنظیم ترکیب و دمای استیل در پاتیل
4-ریخته گری شمش و تختال
متداول ترین روش ذوب مواد اولیه، قراضه (آلیاژی و غیرآلیاژی) و فروآلیاژها، ذوب در کوره قوس الکتریکی می باشد (شکل 4:2). به این ترتیب که قراضه با استفاده از سبدهای بزرگ به داخل کوره شارژ می شود. درب کوره بسته شده، الکترودها پایین آمده و قوس الکتریکی قدرتمندی شروع به ذوب قراضه و آلیاژها می کند. در طول فرآیند ذوب، قوس الکتریکی به دمایی بالغ بر 3500 درجه سانتی گراد رسیده و مذاب فولاد می تواند تا 1800 درجه سانتی گراد نیز برسد. با تزریق اضافی انرژی شیمیایی به صورت ترکیبات کربن، فروسیلیس، اکسیژن یا سوخت فسیلی به کوره قوس الکتریکی، روند ذوب تسریع می شود.
پس از فرآیند ذوب، استیل در یک مبدل AOD (دی کربوریزاسیون آرگون اکسیژن) پردازش می شود (شکل 4:3). هدف از این کار، نه تنها کاهش میزان کربن به وسیله تزریق ترکیبی از اکسیژن و آرگون به مقداری معین است، بلکه تامین عناصر آلیاژی اضافی نیز مدنظر می باشد. پس از عملیات AOD، مواد مذاب به داخل پاتیل ریخته می شود.
در صورتی که از فروکروم مایع استفاده شود، قراضه آهنی با حداقل عناصر آلیاژی در کوره قوس الکتریکی ذوب می شود. سپس نیکل و مولیبدن به همراه فروکروم مایع به مبدل AOD اضافه می گردد.
روش جایگزین برای فرآیند دی کربوریزاسیون، VOD (دی کربوریزاسیون اکسیژن خلاء) می باشد، که مناسب زمانی است که نیاز به کربن یا نیتروژن بسیار کم باشد، به عنوان مثال در مورد برخی از انواع ورق استیل فریتی کروم بالا.
کیفیتی که در اکثر انواع ورق استیل مورد نیاز است، باعث می شود که این آلیاژ به یک عملیات متالورژیکی ثانویه نیاز داشته باشد. این موضوع در واحد پاتیل ریزی یا کوره پاتیلی تحت عنوان خلاءگیری استیل مذاب انجام میگیرد (شکل 4:4). هدف از این کار، تنظیم نهایی ترکیب شیمیایی آلیاژ می باشد. مذاب به آرامی هم زده شده تا اجزای ناخواسته حذف گردیده، دما و ترکیب شیمیایی مواد مذاب همگن سازی شده و در نهایت ترکیبی مشخص با محدوده دمایی دقیق حفظ گردد.
در زمان مناسب، قرارگیری مذاب باید در محلی باشد که در صورت نیاز به حرارت دهی ثانویه توسط پاتیل به دستگاه ریخته گری مداوم و یا در برخی موارد خاص، به ناحیه شمش ریزی منتقل گردد. ریخته گری مداوم فرایندی است که در آن مذاب استیل به تختال هایی با اندازه های قابل کنترل تبدیل می شود (شکل های 4:5 و 4:6). پاتیل با استیل مذاب داخل یک نگهدارنده یا بر روی برجک قرار می گیرد. از داخل پاتیل، استیل از طریق یک نازل به داخل تاندیش تزریق می شود. (نازل تاندیش قطعه نسوزی است که کف تاندیش قرار می گیرد و وظیفه آن هدایت مذاب از تاندیش به قالب ماشین ریخته گری مداوم یا CCM است.)
از طریق تاندیش، استیل مذاب به درون قالب مسی جاری شده و به وسیله آب خنک می شود. جریان مذاب استیل غالباً به شکل خودکار کنترل می شود تا سطح مذاب در قالب ثابت بماند. پودر ریخته گری مذاب نیز به منظور کاهش اصطکاک و حصول اطمینان از تماس مناسب بین قالب و پوسته جامد استفاده می شود.
اسپری شدید آب بلافاصله زیر قالب و بین غلتک های پشتی شروع شده تا در مذاب داغ پوسته جامد انجماد رخ داده و رشته ای جامد از فولاد تشکیل شود. این رشته فولادی همزمان که در مسیر قوسی شکل به سمت واحد برش برده می شود، به طور مداوم خنک سازی شده و تحت کشش قرار می گیرد.
در این مرحله، استیل همچنان گرم و انعطاف پذیر می باشد، اما در حدی است که بتواند به قطعات تختال تحت برش قرار گیرد. تختال به عنوان مواد اولیه کارخانجاتی است که مجهز به دستگاه های نورد گرم می باشند. این محصولات شبیه به انواع شمشال و شمشه بوده که لازمه اصلی تولید محصولات طویل چون کویل های استنلس استیل می باشد.
هر تختال دارای شماره شناسایی خاصی است که به هیت نامبر معروف است. این شماره (شماره تختال یا کویل) در کل طول مسیر تولید یکسان می باشد و در گواهینامه فنی محصول نیز درج می گردد. این موضوع باعث می شود شناسایی محصولات به راحتی امکانپذیر باشد.
تمامی فاکتورهای مورد نظر در هنگام تولید محصولات به دقت ثبت و ضبط می گردد تا خللی در روند تولید ایجاد نشده و محصول نهایی، دقیقاً همان محصول مدنظر تولیدکننده و مورد نیاز مشتری باشد. برای این منظور، تمامی تختال ها مورد بازرسی فنی قرار می گیرند. تختال هایی که قرار است به کویل یا ورق استیل تبدیل شوند، برای اطمینان از دستیابی به بالاترین سطح و کیفیت مورد نظر، سنباده زنی روی آنها صورت میگیرد (شکل 4:7).

شکل 4:3-مبدل AOD
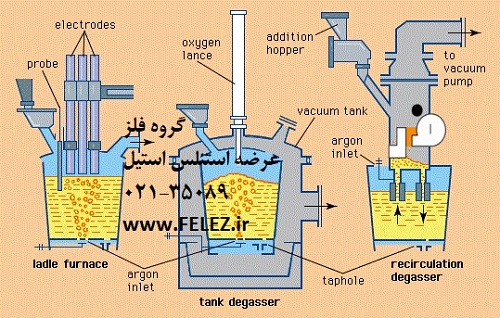
شکل 4:4-شماتیک کوره پاتیلی

شکل 4:5-ریخته گری مداوم
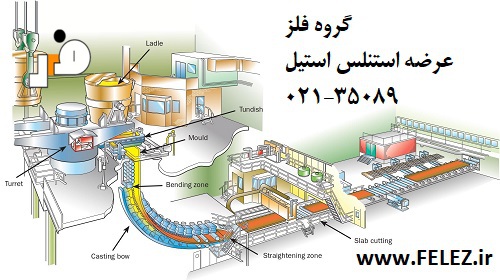
شکل 4:6-شماتیک ریخته گری مداوم
نورد گرم ورق استیل
نورد گرم فرآیندی از سری فرآیندهای فلزکاری است که در دمایی بالاتر از دمای تبلور مجدد ماده رخ می دهد. ماده اولیه به منظور نورد گرم، محصولات ریخته گری شامل تختال، شمشه و شمشال می باشد. اگر به محصول ریخته گری شده از لحاظ میکروسکوپی دقیق بنگریم، خواهیم دید که ریزساختار در طی فرآیندهای قبلی تغییر یافته و دانه های تغییر شکل یافته دچار تبلور مجدد شده اند. این فرآیند موجب حفظ ریزساختار شده و از کارسختی فولاد جلوگیری می کند. لازم به ذکر است اگرچه محصول نهایی از کیفیت مطلوبی برخوردار است، اما سطح آن پوشیده از اکسیدی متشکل از آهن و کروم می باشد که در دماهای بسیار بالا ایجاد شده است. این اکسید سطحی معمولاً از طریق عملیات حرارتی آنیل و سپس عملیات اسیدشویی حذف شده و از این طریق سطحی صاف و درخشان ایجاد می شود.
شکل 4:7-سنگ زنی داغ

شکل 4:8-خط نورد گرم استریپ
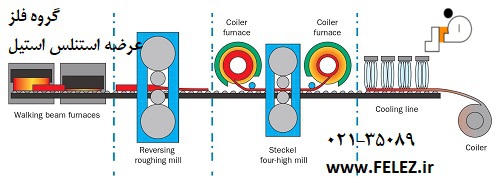
شکل 4:9-شماتیک خط نورد گرم استریپ

شکل 4:10-شماتیک خط نورد استریپ فعال در شعبه Avesta
نورد گرم استریپ
در فرآیند نورد گرم، تختال با ضخامت 140 تا 300 میلیمتر، هرکدام با وزنی بالغ بر 30 تن، در کوره تا دماهای بالاتر از 1200 درجه سانتی گراد مجدداً گرم شده و سپس وارد خط نورد می شوند (شکل 4:8). بسته به میزان ظرفیت، فرایند نورد می تواند متشکل از واحدهای نورد معکوس باشد که در این صورت به آن نورد مداوم گفته می شود. واحد نورد مداوم از 5 تا 7 واحد دستگاه نورد تشکیل شده که همگی در یک راستا قرار دارند.
در شعبه Avesta شرکت اُتوکومپو از واحد نورد معکوس با چهار دستگاه استفاده می شود. فرآیند در این واحد به این شکل بوده که تختال در آن به حرکت درآمده و با هر پاس نورد ضخامت آن کاهش می یابد (شکل 4:9 و 4:10). در شعبه Tornio این شرکت نیز، واحد نورد به شکلی مشابه اما با تغییراتی جزئی در حال فعالیت می باشد.
حفظ فاصله یکنواخت بین غلتک های نورد، علی رغم دشواری هایی که دارد، کلید دستیابی به ضخامت مورد نظر با حداقل میزان تلرانس می باشد. عدم یکنواختی دما در نقاط مختلف قطعه، ایجاد ناهمواری در محصول نهایی را به دنبال دارد، به طوری که قطعه کار در لبه ها نازک تر و در قسمت های میانی ضخیم تر می گردد و اصطلاحاً به آن تاج استریپ گفته می شود. البته وجود این تاج در قطعه، در صورتی که کنترل شده باشد، می تواند مطلوب باشد؛ به این علت که این امر موجب تمرکز قطعه در حین نورد و در نتیجه افزایش پایداری فرآیند نورد می گردد. راههای بسیار زیادی به منظور کنترل این تاج و دستیابی به سطحی صاف و یکنواخت وجود دارد.
این کار می تواند با استفاده از غلتکهای پارابولیک مخصوص تغییر تاج مداوم (CVC) یا با عملیات خمکاری -که توسط سیلندرهای هیدرولیکی در انتهای رول ها به منظور خنثی کردن عیوب سطحی انجام می گردد- صورت پذیرد. همچنین می توان از غلتک های پشتیبان به این منظور استفاده نمود. این غلتک ها از آنجایی که شکاف بینشان انعطاف پذیر است و قابلیت کم و زیاد شدن دارد، می تواند هر دو سمت مقاطع را تحت کنترل قرار دهد.
در انتهای خط، دستگاه های خنک کننده به همراه دستگاه جمع کننده قرار دارد که ورق های نورد شده را به شکل کویل جمع می کند. وقتی که استریپ بعد از آخرین پاس از دستگاه نورد خارج می شود، با مجموعه ای از نازل های آب پاش با فشار کنترل شده جهت اطمینان از دستیابی به دمای مورد نظر، خنک سازی می گردد. دمای عملیات کویل کردن، برای بعضی گریدهای استنلس استیل بسیار مهم می باشد و علت آن این است که روی کیفیت ورق استیل تاثیری مستقیم دارد. ورق استیل سیاه نورد گرم شده، با لایه ای از اکسید پوشیده شده و پس از عملیات حرارتی آنیل و اسیدشویی به عنوان ماده اولیه به واحد نورد سرد منتقل می شود. همچنین می تواند تحت عملیات آنیل و سپس اسیدشویی به ورق با ابعاد مورد نظر برش داده شود، که به ورق استیل گرم نورد معروف می باشد.
عملیات نورد گرم پلیت
همانند نورد گرم استریپ، تختال ها یا شمش ها نیز، در کوره های شعله ای، فشاری و قوس الکتریکی تا دمایی که از قبل مشخص شده دوباره حرارت داده می شوند. در عملیات نورد گرم پلیت، تختال ها بسیار کوچک تر بوده و کاملاً مناسب برای پردازش به این روش می باشند، به طوری که می توانند به صورت تکی و یا گروهی انجام گیرد. برخلاف نورد استریپ، دستگاه نورد مخصوص پلیت از قابلیت چرخاندن و رول کردن محصول در هر دو جهت طولی و عرضی برخوردار بوده و به راحتی می تواند آن را به عرض و طول دلخواه نورد نماید.
پلیت نورد شده، گاهی تحت عنوان پلیت کوادرو نیز شناخته می شود. کوادرو به عدد چهار اشاره دارد، به این ترتیب که دستگاه نورد به منظور کنترل قویتر بر روی پلیت، از چهار غلتک تشکیل شده است. بسته به میزان ظرفیت کارخانه، این عملیات میتواند در یک واحد نوردی به صورت رفت و برگشتی صورت بگیرد. در نهایت، همانند نورد گرم استریپ، عملیات حرارتی آنیل و اسیدشویی در مرحله آخر انجام میگیرد.
نورد گرم محصولات طویل
در این فرآیند، تختال و شمشال در کوره های فشاری و قوس الکتریکی تحت گرما قرار می گیرند. البته از کوره القایی نیز به عنوان جایگزین یا مکمل می توان استفاده کرد. شمشه ها به شمشال تبدیل شده و به خط بعدی به منظور نازک تر شدن ضخامت فرستاده می شوند. در دستگاه نورد اولیه، در هر مرحله یک طرف محصول نورد می شود. به طوری که در مرحله اول بخش بالایی نورد شده، ورق چرخانده می شود و سپس سمت دیگر نیز نورد می گردد. خط نهایی نورد نیز مجموعه ای از غلتکها است که از قابلیت نورد دوطرفه ی محصول به طور همزمان به منظور نازک سازی ضخامت، برخوردار می باشد. از آنجا که کارگرم ممکن است به محصولات با ضخامتهای نازک با توجه به افزایش دما آسیب جدی وارد کند، لازم است سرعت نورد با دقت کنترل شده و عملیات خنک سازی به درستی صورت گیرد. معمولاً وقتی قطعات استیل از مجموعه ی غلتک های نورد عبور می کنند، علاوه بر کاهش ضخامت، شکل ظاهری آنها نیز دستخوش تغییرات می شود. نتیجه ی این عملیات، محصولاتی طویل است که فقط کویل های ورق استیل را در بر نمی گیرد. از مجموعه ی دیگر محصولات طویل می توان به پروفیل، میلگرد، تیرآهن، سیم و انواع و اقسام محصولات دیگر در ضخامت، ابعاد و اشکال مختلف اشاره کرد. میلگردها می توانند به شکل مربع، مستطیل، دایره، شش ضلعی و دایره ای تولید شوند و شکل مقاطع از قبیل تیرچه، تیرآهن، پروفیل و از این قبیل محصولات می تواند H، I، U و یا T باشد.
عملیات حرارتی آنیل و اسیدشویی محصولات گرم نورد
پلیت، استریپ و کلاً محصولات نورد گرم شده، قبل از انجام فرآیند نورد سرد، نیاز به یک مرحله عملیات حرارتی و اسید شویی دارند. بعد از انجام این عملیات ها می توانند به خط نورد سرد برده شده و عملیات نهایی روی آنها صورت پذیرد. در مورد استریپ، این کار غالباً در یک خط عملیات حرارتی مداوم و اسیدشویی (خط AP یا CAPL) متشکل از یک یا چند کوره بازپخت انجام گرفته و به دنبال آن یک مرحله فرایند کار مکانیکی مانند شات بلاست روی آن صورت می گیرد.
سپس پوسته های اکسیدی با ترکیبی از اسیدنیتریک و هیدروفلوئوریک اسید، اسیدشویی شده و حذف می گردد. البته در برخی موارد به این ترکیب اسید سولفوریک نیز اضافه می شود (شکل 4:11).
در فرآیند اسید شویی پیوسته، بعد از اینکه آلیاژ در حمام اسیدی با عمق کم قرار میگیرد، تلاطم را به منظور تاثیر حداکثری بالا می برند، سپس در ادامه محصول را از حمام اسید خارج کرده، با آب پر فشار شستشو داده و در نهایت خشک می کنند. نتیجه این کار، سطحی بدون پوسته و صاف می باشد که تحت عنوان 1D یا همان سطح No.1 شناخته می شود. این مقیاس بر اساس استاندارد EN10088-2/ASTM A480 تعیین می شود. فرآیندی مشابه برای پلیت های نورد گرم نیز انجام می گیرد. با این تفاوت که مجموعه فرآیندهای بعدی در واحد های مجزایی اتفاق می افتد و محصول توسط سیستم حمل و نقل اتوماتیک به آن واحدها منتقل شده و کار بر روی آنها انجام می پذیرد. فرآیند اسیدشویی اگر به شکلی بهینه انجام شود، به محصول آسیبی نزده و در مصرف اسید نیز صرفه جویی خواهد شد.
مدرن ترین خطوط CAPL شامل یک یا چند غلتک است که می تواند ضخامت استریپ را قبل و بعد از عملیات حرارتی کاهش دهد. این خطوط تحت عنوان خطوط RAP (نورد، بازپخت، اسیدشویی) نیز شناخته شده و سطوح بدست آمده پایانی عبارتند از 2E/2D یا 2B/2B بوده که ممکن است یک مرحله روکش کاری هم روی آنها صورت گیرد.

شکل 4:11-خط اسیدشویی با اسیدهای ترکیبی
شکل4:12- غلتک های خوشه ای
نورد سرد، بازپخت و اسیدشویی
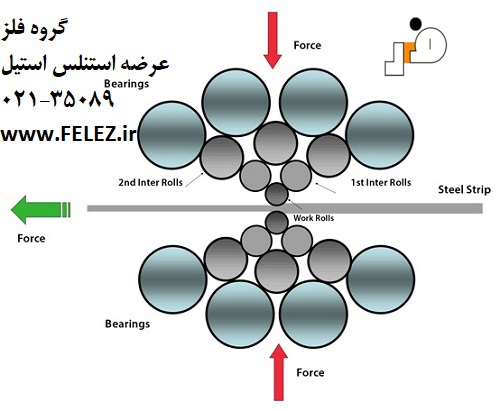
عملیات نورد سرد بر روی ورق استیل عمدتاً توسط غلتک های خوشه ای مانند sendzimir یا Z-mill و ازین قبیل غلتک ها انجام می گیرد (شکل 4:12).
این دستگاه ها دارای غلتک هایی با قطرهای کوچک است که هر یک از آنها توسط یک یا دو غلتک دیگر پشتیبانی می شوند و برای گستره وسیعی از انواع ورق استنلس استیل سرد نورد به منظور کنترل تلرانس و بهبود سطح نهایی مناسب می باشند. این دستگاه شامل یک قرقره و کویلر در هر طرف غلتک بوده و امکان نورد ورق استیل به شکل رفت و برگشتی را فراهم می کند. این دستگاه دارای تجهیزاتی به منظور نشان دادن ضخامت، مشخصات و میزان صافی سطح محصول است که در صورت مغایرت با استانداردهای موجود، از محرک های مختلفی برخوردار است که به وسیله آنها می تواند مشخصات و صافی سطح استریپ را اصلاح نماید. فرآیند نورد، که اغلب به شکل کامپیوتری انجام می شود، محدودیت ها و خواص مواد را در ابتدا در نظر گرفته و سپس فرآیند را به شکل خودکار آغاز می کند. این فرآیند خودکار، تعداد پاس های نورد را به منظور رسیدن به ضخامت مورد نیاز در نظر گرفته و محاسبه می کند. در طی فرآیند نورد سرد، محصول تغییر شکل داده که تاثیر مستقیم بر روی کرنش ورق دارد، به طوری که اگر در شناسنامه محصولات سرد نورد دقیق شویم، بخشی به نام تغییر طول (elongation) را خواهیم دید که نشان دهنده همین موضوع می باشد. کاهش ضخامت در نورد سرد، چیزی بین 50 الی 90 درصد است و با توجه به رفتار کارسختی هر گرید از ورق استیل متفاوت می باشد. به منظور بازیابی خواص مواد پس از نورد سرد، به عملیات حرارتی جهت بازیابی و تبلور مجدد ساختار تغییر شکل یافته نیاز می باشد. این عملیات مجدداً در یک خط آنیل مداوم و اسیدشویی انجام می شود. البته ایده آل این است که عملیات در یک خط CAPL جداگانه که مختص استریپ های نازک سرد نورد است، انجام پذیرد. در صورتی که ضخامت ورق بیشتر از 2 الی 3 میلیمتر باشد، عملیات فوق را می توان در یک خط، که ترکیبی از دستگاه های نورد سرد و گرم است، انجام داد. خط نورد سرد معمولی (خط نورد AP) دارای یک مرحله پیش عملیات شامل اسیدشویی الکترولیتی در یک محلول خنثی بر پایه سدیم سولفات یا اسید نیتریک می باشد. اکثر غریب به اتفاق محصولات نورد سرد دارای سطح نهایی 2B/2B می باشند. در این محصولات تمامی لایه های اکسیدی با استفاده از اسیدشویی از روی سطح حذف شده و سطحی بسیار درخشان و زیبا نتیجه کار خواهد بود. این امر با استفاده از قراردادن محصول در ترکیبات اسیدی چندباره و به شکل متوالی و سپس شستشو با آب پر فشار انجام می شود. بسیاری از این خطوط همچنین دارای تجهیزاتی هستند که به منظور بهبود هرچه بیشتر صافی سطح استفاده می شوند. بعد از نورد سرد، محصولات به واحدی به نام خط آنیل روشن (خط BA) به منظور بازگردانی خواص مواد، انتقال داده می شوند. در این خط، ورق در محیطی محافظت شده (اغلب هیدروژن یا ترکیبی از هیدروژن و نیتروژن) تحت گرما قرار می گیرد. از آنجایی که داخل کوره هیچ اکسیژنی وجود ندارد، در نتیجه هیچ لایه اکسیدی اضافی بر روی ورق شکل نمی گیرد.
در صورتی که خنک سازی نیز در محیط محافظت شده انجام شود، این ورق ها بعد از عبور از غلتک های کاملاً صیقلی، سطحی آینه ای بدست می دهد که به آن 2R یا BA (آنیل روشن) گفته می شود.
نورد با غلتک های صیقلی
پس از عملیات حرارتی آنیل و اسیدشویی، به منظور دستیابی به ورق استیل 2B، ورق استیل نیاز به یک مرحله دیگر از عملیات نورد سرد دارد که با استفاده از دستگاه نوردی که دارای غلتک های فوق العاده صیقلی است، انجام می شود که اصطلاحاً به آن SPM گفته می شود (شکل 4:13). در این مرحله معمولاً ضخامت ورق استنلس استیل چیزی در حدود 0.5 الی 1 درصد کاهش می یابد.

شکل 4:13-خط نورد با غلتک های صیقلی در تورنیو
هدف از نورد با غلطک های صیقلی:
بهبود شکل استریپ و از بین بردن عیوب سطحی
دستیابی به سطح نهایی مورد نظر
دستیابی به خواص مکانیکی مناسب
هدف سوم در حقیقت فقط برای انواع ورق استیل فریتی (سری 400) امکانپذیر می باشد. به این علت که در این نوع استیل مقاومت کششی به پایین ترین حد خود رسیده و تغییر طول یا همان Elongation در نقطه حداکثری خود قرار دارد، به طوری که این موضوع مانع از ایجاد نوار لودر در شکل دهی های بعدی خواهد شد. نوار لودر یا Lüders band، خطوط هارتمان، کرنش های استرچز یا اثر پایوبرت به منطقه تغییر شکل پلاستیک موضعی در مواد گفته می شود که ایجاد آن در موادی که رفتار الاستیک-پلاستیک غیریکنواخت از خود نشان می دهند، همراه با کاهش بار از میزان تنش تسلیم بالایی تا تنش تسلیم پایینی می باشد.)
نورد سرد صیقلی، ناحیه کاترل ایجاد شده به دور نابجایی ها را از بین می برد و در صورتی که عملیات حرارتی در مراحل بعدی روی ورق استیل فریتی صورت نگیرد، استحکام کششی آن به شکل دائم از بین خواهد رفت.
عملیات نهایی
عملیات نهایی (پرداخت سطح) معمولاً قبل از ارسال محصول به مشتری انجام می شود. در این مرحله انواع کویل و شیت با توجه به نیاز مشتری که شامل موارد زیر می باشد، نهایی می شوند:
در این عملیات شیت یا کویل با یک نوع غلتک خاص همزمان همسان سازی شده و تحت کشش قرار گرفته تا همتراز شوند. این فرآیند معمولاً با سایر عملیات های پایانی همراه می باشد.
برشکاری کویل به عرض های دلخواه
برش کویل ها و تبدیل به کویل های کوچک تر
برش کویل به طول های استاندارد و با توجه به نیاز مشتری
برش سفارشی به شکل ورق های مستطیلی یا مربعی
روکشدار کردن ورق های استیل خاص به منظور محافظت سطحی
آماده سازی لبه های ورق به منظور فرآیندهای خاص جوشکاری
انجام عملیات سطحی مانند سنگ زنی و پولیش کاری

شکل 4:14-برش عرضی یک کویل به ابعاد دلخواه