
قيمت ورق استيل؛ فروش انواع ورق استيل صنعتي و ورق استنلس استيل در آلياژ و ضخامت هاي مختلف. با حرفه اي ها خريد کنيد تلفن: 35089-021
فهرست موضوعات
برای خرید و کسب اطلاعات بیشتر در مورد ورق استیل 304 کلیک کنید
مقدمه جوشکاری ورق استیل
ضریب انتقال حرارت ورق استیل (مخصوصاً گروه آستنیتی) کمتر و ضریب انبساط حرارتی آنها بالاتر از کربن استیل است. بنابراین علی رغم اینکه در جوشکاری، گرما و در نتیجه آمپر کمتری لازم دارند، ولی میزان پیچیدگی قطعات آنها از کربن استیل بیشتر می باشد. از طرف دیگر هر یک از گروه ها دارای ویژگی خاص در جوشکاری می باشند مانند:
گروه ورق استیل آستنیتی: تمایل به ترک گرم مانند اکثر آلیاژهای تک فاز با شبکه FCC
گروه ورق استیل مارتنزیتی: ایجاد ترک سرد ناشی از سخت شدن منطقه جوش
گروه ورق استیل فریتی: کاهش چقرمگی ناشی از رشد دانه ها در منطقه جوش چون در طول گرم و سرد شدن، تغییر فازی رخ نمی دهد تا ساختار جوانه زایی نماید.
گروه ورق استیل دوپلکس: کاهش چقرمگی ناشی از ایجاد بیش از اندازه فاز فریت در مواردی که الکترود مناسب به کار نرود.
گروه ورق استیل رسوب سختی: سخت شدن ناشی از تغییرات ساختار جوش
اما وجه مشترک تمام آلیاژهای فوق در جوشکاری، لزوم محافظت کافی فلز جوش از اکسیداسیون، تمیزی قطعه قبل از جوشکاری، انتخاب روش جوشکاری مناسب، رعایت پارامترهای جوشکاری و . . . می باشد.
گرچه ورق استیل به دلیل داشتن عناصر آلیاژی عموماً دارای دمای کارکرد بالاتری از کربن استیل می باشد، ولی وجود همین عناصر در موقع جوشکاری (ذوب الکترود و آلیاژ در منطقه جوش) آنها را نسبت به اکسیداسیون و سوختن عناصر آلیاژی حساس تر می نماید. بنابراین در اینجا وجود یک محافظ خوب در مقابل اکسیداسیون از اهمیت بالاتری برخوردار است.
به طور کلی دو نوع محافظ در جوشکاری ورق استیل وجود دارد:
1-محافظ جامد با فلاکس: این محافظ در روشهای ذیل به کار می رود:
الف-در روش جوشکاری دستی ورق استیل با الکترود (SMAW) فلاکس به صورت روکش جامد با ضخامت یکنواخت بر روی الکترود کشیده شده است.
ب-در روش جوشکاری ورق استیل با فیلر توپودری (FCAW) به صورت پودر در مغز فیلر موجود است.
ج-در روش جوشکاری ورق استیل زیر پودری (SAW) به شکل پودر که جلوتر از منطقه ذوب بر روی درز جوش ریخته می شود.
در کلیه این روشها فلاکس همزمان با ذوب فیلر با ایجاد گاز هایی از رسیدن هوا به منطقه قوس جلوگیری نموده و مذاب آن به دلیل سبکی سریعاً بر روی فلز جوش در حال انجماد قرار گرفته و آن را تا مرحله سرد شدن محافظت می نماید. در مورد الکترود ها و فیلترهای مخصوص استیل، جنس این فلاکس ها عموماً از ترکیبات فلورید سدیم و کلسیم می باشند که خاصیت انحلال اکسید کروم (ترکیب بسیار دیر ذوب) آنها بسیار عالی می باشد.
2-محافظ گازی: این گازها معمولاً آرگون یا هلیوم یا . . . می باشند که در روشهای ذیل به کار می رود:
الف-در روش جوشکاری ورق استیل با تنگستن و گاز محافظ (GTAW) که علاوه بر محافظت فلز جوش نقش محافظت از الکترود تنگستن را نیز دارد.
ب-در روش جوشکاری ورق استیل با فیلر ذوب شونده و گاز محافظ (GMAW)
به دست آوردن جوش بدون عیب مخصوصاً در روش های بدون فلاکس (روش های محافظ با گاز) دقت بیشتری لازم دارد. چون در این روش ها فلاکسی جهت پاکسازی منطقه جوش وجود ندارد.
همانطور که قبلاً عنوان گردید کربن در اکثر موارد به دلیل بلوکه کردن کروم باعث کاهش مقاومت به خوردگی ورق استیل می گردد. بالا رفتن کربن در حین جوشکاری ورق استیل ممکن است ناشی از تجزیه گریس ها، روغن ها، آب صابون تراشکاری و . . . باشد که با استفاده از انواع چربی زداهای آلی مانند پرکلرواتیلن، استات اتیل و یا انواع پودرهای پاک کننده می توان آنها را به راحتی پاک نمود. اکسید های سطحی احتمالی را نیز با روش اسید شویی یا روشهای مکانیکی نظیر سند بلاست یا گریت بلاست، برس زنی با برس هایی از جنس استیل قابل حذف می باشند. لبه های برش شده نیز با سنگ ساب مخصوص استیل یا دستگاه پخ زن مکانیکی تمیز کاری و آماده سازی می گردند.
روش های جوشکاری ورق استیل
انواع روش های جوشکاری ورق استیل با قوس الکتریکی که معمولاً در مورد ورق استیل به کار می روند عبارتند از:
جوشکاری دستی ورق استیل با الکترود روکش دار (SMAW)
در این روش فیلر جوشکاری با یک لایه جامد پوشش داده می شود که در موقع ایجاد قوس تجزیه شده و با ایجاد گازهای محافظ، اکسیژن را از محیط قوس دور نگه می دارد.

روش فوق نسبت به روش های دیگر دارای مزایای زیر می باشد:
1-موجود بودن الکترودهای آلیاژی متنوع
2-عدم نیاز به گاز محافظ
3-ارزانی دستگاه های جوشکاری آن
4-عدم نیاز جوشکار به تخصص بالا
معایب روش جوشکاری دستی ورق استیل عبارتند از:
1-از نظر اقتصادی به دلیل تبدیل روکش به گل جوش و مصرف نشدن ته الکترودها، راندمان آن پایین می باشد.
2-امکان به دام افتادن سرباره در جوش در صورتی که گل های بین هر پاس به خوبی تمیز نگردد.
3-روکش الکترود ها معمولاً به رطوبت حساس می باشند.
بنا به علل فوق در جوشکاری دستی با الکترود (خصوصاً ورق استیل) حتماً بایستی به نکات ذیل به دقت توجه نمود. رعایت این موارد تا حدود بسیار زیادی عیوب جوشکاری را کاهش داده و مانع از ایجاد خواص نامطلوب در فلز جوش می گردد:
1-پیش از جوشکاری ورق استیل، ناحیه جوش از هرگونه مواد خارجی نظیر سرباره برشکاری، چربی و . . . به خوبی تمیز گردد.
2-درموقع جوشکاری ورق استیل حرکت زیاد موجی الکترون توصیه نمی گردد. به طور کلی حرکت دست بایستی چنان باشد تا پهنای گرده جوش از حدود 4 برابر قطر مغزی الکترود یا 15 میلیمتر بیشتر نگردد.
3-سعی شود ضخامت هر پالس جوش از 5 میلیمتر بیشتر نگردد.
4-بین هر پاس جوش با سنگ یا برس مخصوص استیل به خوبی تمیز گردد.
5-در جوشکاری ورق استیل از پشت پاس ریشه به خوبی با سنگ مخصوص استیل تمیز گردد.
6-از کاربرد الکترود های با قطر بیشتر از 5 میلیمتر اجتناب شود.
7-از مرطوب شدن روکش الکترود جلوگیری نموده و ترجیحاً قبل از مصرف آنها را در آون حرارت داده تا رطوبت ظاهری و شیمیایی آن تبخیر گردد.
8-از کاربرد الکترود هایی که روکش آنها جدا شده یا شکل فیزیکی و ظاهری آن تغییر یافته اجتناب شود.
9-از آلوده شدن روکش الکترود به چربی و مواد عالی دارای کربن، هیدروژن و . . . جلوگیری شود.
10-در جوشکاری ورق استیل (مخصوصاً آستنیتی) تا حد امکان طول قوس، کوتاه نگه داشته شود.
11-آمپر مناسب جهت هر الکترود با توجه به قطر آن به درستی تنظیم گردد. معمولاً بهترین میزان آمپر توسط سازنده الکترود بر روی بسته آن درج می شود.
برای خرید و کسب اطلاعات بیشتر در مورد ورق استیل 316 کلیک کنید
جوشکاری ورق استیل با الکترود تنگستن و گاز محافظ (GTAW)
در این روش که به آن تیگ (TIG) نیز گفته می شود، قوس الکتریکی ما بین الکترود غیر مصرفی تنگستن (یا تنگستن-توریم) و قطعه کار برقرار شده و گرمای لازم جهت ذوب فیلر بدون روکش که توسط اپراتور به منطقه جوش وارد می شود، به وجود می آید. در بعضی از موارد، خصوصاً جوشکاری قطعات نازک، فیلر لازم نبوده و قوس به وجود آمده با ذوب دو سمت درز جوش، قطعات را به هم متصل می نماید. به جهت محافظت منطقه جوش و الکترود تنگستن در مقابل اکسیداسیون، گاز محافظ از داخل مشعل و روی الکترود تنگستن عبور نموده و به منطقه جوش رسانده می شود.

گاز مورد استفاده در این روش معمولاً آرگون یا هلیم یا مخلوط آن دو می باشد. برای روش های غیر اتوماتیک تیگ و قطعات نازکتر معمولاً آرگون ارجحیت دارد. زیرا با استفاده از آن شروع قوس، کنترل حوضچه مذاب و پوشش گاز بر روی حوضچه راحت تر و بهتر می باشد. هلیم گرمای بیشتری تولید نموده و نفوذ بیشتری دارد و بنابراین در قطعات ضخیم تر می توان از آن استفاده نمود. همچنین در روش های اتوماتیک تیگ، می توان سرعت بیشتری اعمال نموده و جوش با ظاهر زیباتری به دست آورد. اما شروع قوس در آن مشکل تر می باشد.
جوش حاصل از روش تیگ با استفاده از گازهای با خلوص بالا مخصوصاً بدون هیدروژن، اکسیژن، نیتروژن، رطوبت و رعایت شرایط جوشکاری ورق استیل معمولاً دارای کیفیت بسیار بالایی از نظر چقرمگی و عدم وجود ناخالصی ها می باشد. ولی به دلیل نرخ رسوب گذاری و سرعت طولی کم، معمولاً در قطعات نازک تر از 6 میلیمتر و یا فقط در پاس های ریشه استفاده شده و کاربرد آن در پر نمودن تمام پاس های قطعات ضخیم وقت گیر بوده و معمولاً غیر اقتصادی می باشد.
در جوشکاری سربه سر قطعات نازک تر از حدود 5 میلی متر ورق استیل به خصوص انواع آستنیتی، به جهت جلوگیری از اکسیداسیون فلز جوش یا قطعه کار از پشت، استفاده از گاز محافظ آرگون پشت بند توصیه می گردد. این عمل در مورد جوشکاری لوله استیل به راحتی با بستن دو سمت لوله و گذراندن حدود 2 الی 5 لیتر بر دقیقه گاز آرگون از داخل آن امکان پذیر می باشد. در مورد ورق استیل می توان از یک قطعه ناودانی شکل که موقتاً به پشت قطعه متصل می گردد، استفاده نمود. در مواقعی نیز از پشت بندهای مسی و گذر گاز آرگون جهت خنک کاری و جلوگیری از اکسیداسیون پشت قطعه استفاده می شود. این روش مخصوصاً در مواقعی که همزمان با یک فیکسچر از رو نیز مهار شود، به خوبی مانع از اعوجاج ورق استیل نازک نیز می شود. استفاده از گاز پشت بند در مورد جوش های گوشه ای، قطعات ضخیم تر و جوش هایی که بعداً پاس ریشه آنها از داخل سنگ زده شده و مجدداً جوشکاری می گردند لازم نمی باشد. زیرا با این عمل منطقه اکسید شده پشت برداشته شده و مجدداً ترمیم می گردد. ولی بهتر است در پشت جوش گوشه قطعات نازک از مبرد مسی استفاده شود.
نوع جریان و پلاریته آن تأثیر مهمی در نفوذ و پهنای جوش دارد. جوش حاصل از جریان DC با الکترود تنگستن مثبت دارای نفوذ کمتر و پهنای بیشتر و برعکس آن جوش حاصل از جریان DC با الکترود تنگستن منفی دارای نفوذ بیشتر و پهنای کمتر می باشد (البته در روش هایی مانند SMAW که الکترود مصرف شدنی وجود دارد، این حالت برعکس می باشد). جریان AC نسبت به دو حالت قبل، پهنا و نفوذ متناسبی به وجود می آورد. به طور کلی کاربرد جریان DC با الکترود منفی بهتر بوده ولی در قطعات نازک معمولاً از جریان DC با الکترود مثبت یا جریان AC استفاده می شود. از طرف دیگر در آلیاژهایی نقطه ذوب پایین داشته و تمایل به تشکیل اکسید های سطحی دارند (مانند آلومینیوم و منیزیم) جوشکاری با جریان AC توصیه می گردد.
جوشکاری ورق استیل با فیلر ذوب شونده و گاز محافظ (GMAW)
در این روش که با آن میگ-مگ (MIG-MAG) نیز گفته می شود، قوس الکتریکی مابین فیلر بدون روکش و قطعه کار برقرار شده و گرمای لازم جهت جوشکاری به وجود می آید. با مصرف شدن فیلر، دستگاه تغذیه کننده به طور دائم و با سرعت ثابت، فیلر را از درون مشعل مخصوص به منطقه قوس ارسال می کند. در اینجا نیز به جهت محافظت منطقه جوش در مقابل اکسیداسیون، گاز محافظ توسط نازل به منطقه جوش رسانده می شود.

جوشکاری میگ-مگ معمولاً با جریان DC با الکترود مثبت انجام می شود که از نظر نحوه ایجاد قوس و انتقال مذاب سیم جوش به منطقه جوش به چند دسته تقسیم می شود.
حالت اتصال کوتاه با مخلوط گاز محافظ هلیوم+آرگون+2.5 درصد دی اکسید کربن برای استفاده در ولتاژ پایین و فیلرهایی با قطر کم بوده و در نتیجه برای قطعات نازک مناسب می باشد. چون گرمای ورودی کمی ایجاد نموده و موجب رشد آنها در منطقه HAZ نیز نمی گردد. عیب عمده این روش، احتمال ذوب ناقص در منطقه جوش است. اصول این حالت، عبور جریان برق از پل قطرات مذاب تشکیل شده بین فیلر-قطعه و تامین گرمای لازم می باشد.
حالت اسپری با گاز آرگون به اضافه یک درصد اکسیژن جهت کار با فیلترهای قطر زیاد در ولتاژ بالا و قطعات ضخیم بوده و با ایجاد جوشی با نفوذ کامل تر عموماً در حالتهای تخت و افقی کاربرد دارد. ترشوندگی بهتر و قوس پایدارتر از مزایای افزودن اکسیژن می باشد. روش تکامل یافته تر پالس اسپری با همین شرایط برای کلیه حالات جوشکاری استفاده می گردد. همچنین در این روش گرمای کمتری به منطقه جوش وارد شده و بنابراین رشد آنها کمتر می باشد. به طور کلی در جوشکاری GMAW (و روش های دیگر گاز محافظ) اثر هلیم افزودن پهنا و عمق نفوذ جوش می باشد. همچنین در جوشکاری ورق استیل به این روش استفاده از گاز دی اکسید کربن خالص به دلیل احتمال افزایش کربن و کاهش سیلیسیم و منگنز مرسوم نمی باشد. در مواقعی که سرعت جوشکاری بیشتر از 750 میلیمتر بر دقیقه باشد استفاده از گاز محافظ پشت مسیر جوش توصیه می گردد.
جوش مداری نوعی دستگاه بر اساس روش GMAW می باشد که جهت انجام جوش های خاصی نظیر جوشکاری تیوب به تیوب شیت مبدل های حرارتی با کیفیت و سرعت بالا طراحی و ساخته شده است.
جوشکاری ورق استیل با فیلر توپودری (FCAW)
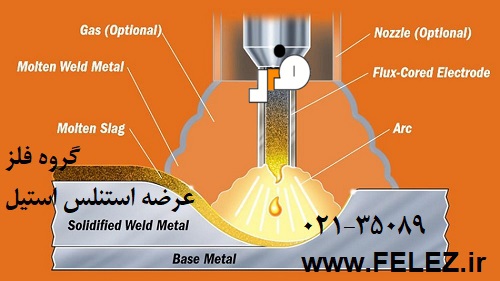
در این روش پودر محافظ در مغز فیلر مصرفی موجود بوده و مانند روش میگ-مگ، دستگاه تغذیه کننده با سرعت ثابت فیلر را وارد منطقه ذوب می نماید. در تعدادی از فیلرها زیر پودری به جهت محافظت بهتر و یا ایجاد قوس های کنترل شده، همزمان استفاده از گاز محافظ نیز توصیه می گردد. با فیلرهای EXXXT-1 گاز محافظ CO2 به کار می رود که کمی باعث افزایش کربن و کاهش عناصر اکسید شونده می گردد. گاز محافظ آرگون به اضافه اکسیژن که با فیلرهای EXXXT-2 به کار می رود نیز کمی باعث کاهش عناصر اکسید شونده می گردد. فیلرهای EXXXT-3 گاز محافظ نیاز ندارند. در این حالت نیز بایستی دقت نمود که عناصر اکسید شونده کاهش یافته و معمولاً نیتروژن افزایش می یابد. افزایش نیتروژن در ورق استیل آستنیتی باعث کم شدن درصد فریت جوش و افزایش ترک های میکروسکوپی میگردد. به طور کلی در این روش باید از طول قوس بلند و آمپر پایین (ولتاژ بالا) اجتناب ورزید.
جوشکاری زیر پودری ورق استیل (SAW)
در این روش پودر محافظ در جلوی منطقه جوش بر روی درز جوش مجهز به نوار پشت بند ریخته می شود. فیلر بدون روکش با سرعت ثابت از بین پودر وارد منطقه جوش گردیده و در زیر پودر، قوس الکتریکی تشکیل و دو لبه آلیاژ را به هم متصل می کند. در نهایت مقداری از پودر ذوب شده و به گرده جوش چسبیده و مابقی آن توسط مکنده به دستگاه تغذیه رسانده شده و دوباره مصرف می گردد. جوشکاری زیر پودری معمولاً با جریان AC و DC انجام می شود ولی جریان DC مخصوصاً برای قطعات نازک ارجحیت دارد. میزان جریان به کار رفته معمولاً 20 درصد کمتر از موارد مشابه در جوشکاری کربن استیل می باشد. چون مقاومت الکتریکی ورق استیل عموماً بالاتر از کربن استیل می باشد.

از نظر متالورژیکی هر یک از روشهای ذکر شده ذاتاً دارای مزایا و معایبی می باشند که در بخش های بعدی برای هر یک از گروههای ورق استیل به آن اشاره خواهد شد. ولی به طور کلی در مورد روش زیر پودری (SAW) باید گفت که صرف نظر از عملی بودن آن در کلیه محدوده های ضخامت، بنا به دلایل ذیل در مورد ورق استیل کمتر استفاده می گردد:
1-کنترل ترکیب فلز جوش در اینجا مهم تر از کربن استیل است بسیار مشکل می باشد. به عنوان مثال سیلیسیم که معمولاً باعث ترک گرم فلز جوش می گردد معمولاً افزایش می یابد.
2-چقرمگی فلز جوش به دلیل بزرگ شدن اندازه دانه ها ناشی از گرمای بالا و سرعت انجماد آهسته، کم می باشد.
3-به علت گرمای بالا و سرعت انجماد آهسته، امکان جدایش عناصر زیاد می باشد.
4-پهنای جوش و در نتیجه حجم جوش آن بالا بوده و امکان ایجاد ترک در آن بالا می باشد.
5-درصد فری در فلز جوش ورق استیل آستنیتی در این روش معمولاً بالاتر از میزان مطلوب است.
6-در جوشکاری کلیه آلیاژها با این روش، احتمال به دام افتادگی فلاکس در زیر گرده جوشی که حتی از نظر ظاهری بسیار تمیز و سالم به نظر می رسد وجود دارد.
انتخاب روش جوشکاری ورق استیل
در انتخاب روش جوشکاری علاوه بر مزایا و معایب ذکر شده در قسمت های قبل، ضخامت ورق استیل یکی از پارامترهای مهم می باشد که علاوه بر جنبه عملی بایستی به جنبه اقتصادی آن نیز توجه شود. به عنوان مثال همانطور که قبلاً اشاره شد استفاده از روش GTAW در جوشکاری قطعات ضخیم تر از 6 میلیمتر عملی بوده ولی معمولاً اقتصادی نمی باشد.
فیلر های جوشکاری
فیلر ها معمولا موادی هستند که برای جوشکاری ورق استیل به کار رفته و به سه دسته تقسیم می شوند:
1-الکترود های روکش دار برای جوشکاری SMAW: مطابق استاندارد AWS این الکترودها جهت ورق استیل به صورت مثال زیر شماره گذاری می گردند.
E316L-16
E: نشانه الکترود روکش دار
316L: ترکیب فلز جوش
16: مشخصه جریان/وضعیت جوشکاری
باید توجه داشت که ترکیب آلیاژ در فیلرها دقیقاً مطابق با شماره آن در استاندارد AISI برای آلیاژها نمی باشد و به علل مختلف تغییراتی در آن داده شده است. مثلاً معمولاً درصد عناصر اصلی آنها (مثلاً کروم) بالاتر از ترکیب اصلی می باشد تا کاهش عناصر در حین جوشکاری به سبب اکسیداسیون یا رقیق شدن جوش ناشی از ذوب فلز پایه جبران گردد. تفاوت مشخصه جریان و وضعیت جوشکاری ورق استیل ناشی از تفاوت در ترکیب روکش الکترود می باشد که برای استفاده در جریان ها و حالات مختلف جوشکاری ورق استیل تولید می گردند. استاندارد نامگذاری بر اساس استاندارد AWS-A5.4 می باشد.
الکترودهای سری EXXX-15 به عنوان پایه این سیستم می باشند. در روکش الکترود های سری EXXX-16 عناصر یونیزه کننده مانند پتاسیم برای کار در ولتاژ متناوب به کار رفته است. بعد از سال 1992 الکترودهای سری EXXX-17 از طریق اصلاح سری EXXX-16 و تعویض مقداری از اکسید تیتانیم آن با سیلیس به وجود آمد. بنابراین خواص کلی آن مانند قبلی بوده و فقط سطح جوش تمیزتری داشته و گل جوش آن راحت تر کنده می شود.
ترکیب روکش الکترود های سری EXXX-25 و EXXX-26 به ترتیب مشابه سری های EXXX-15 و EXXX-16 می باشد، با این تفاوت که در سری های فوق ترکیب مفتول مغزی الکترود با آلیاژ اصلی متفاوت بوده و حتی در مواردی کربن استیل ساده می باشد. در این الکترودها عناصر آلیاژی از طریق اضافه نمودن پودر آنها به روکش الکترود تامین شده است. بنابراین معمولاً این دو سالی دارای روکش های ضخیم تر از سری های قبل هستند.
به طور کلی آمپر مناسب جهت الکترود بستگی به قطر مفتول آن داشته و معمولاً بهترین میزان آن توسط سازنده الکترود توصیه می گردد.
2-مفتول های بدون روکش برای جوشکاری GTAW, GMAW, SAW: مطابق استاندارد AWS این مفتول ها جهت استنلس استیل به صورت ذیل شماره گذاری می گردند:
ER316L
ER: نشانه مفتول بدون روکش
316L: ترکیب فلز جوش
مفتول ها عموماً به شکل سیم بوده اما در بعضی از فرآیندهای روکش کاری با جوش از تسمه آنها نیز استفاده می شود.
3-مفتول های توپودری (مغز فلاکس) برای جوشکاری FCAW ورق استیل: مطابق استاندارد AWS-A5.22 این مفتول ها جهت استنلس استیل به صورت زیر شماره گذاری می گردند:
E316LT-1
E,T: نشانه مفتول توپودری
316L: ترکیب فلز جوش
1: مشخصه گاز محافظ اضافی
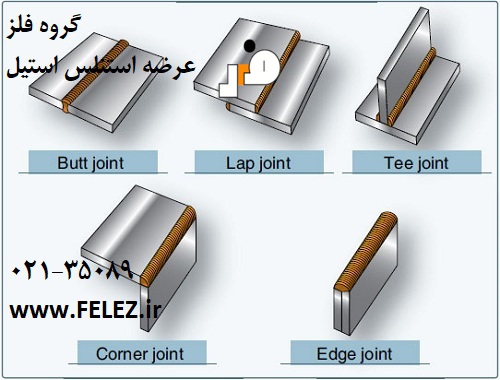
انواع اتصال و انواع وضعیت های جوشکاری ورق استیل
اتصال دو قطعه به هم را به یکی از پنج شکل سر به سر، سپری، گوشه ای، روی هم و لبه ای و با انواع مختلف روش ها مانند پیچ، پرچ، لحیم و یا جوش می توان انجام داد. در صورتی که این اتصال با روش جوشکاری انجام شود انواع جوش مختلفی مانند جوش گوشه ای (یا گلویی) و جوش سر به سر بدون لبه سازی و یا با لبه سازی های گوه ای، لاله ای، نیم لاله ای و نیم گوه ای خواهیم داشت.
جهت اتصال بهتر دو قطعه به هم و ایجاد جوشی بدون عیب بایستی نکاتی را در فاصله گذاری و یا لبه سازی (پخ زنی) قطعات قبل از جوشکاری رعایت نمود. برای ایجاد پخ ها روشهای متعددی وجود دارد:
1-سنگ زنی برای قطعات نازک
2-روش های حرارتی برش شیب دار مانند هوابرش برای کربن استیل و پلاسما برای ورق استیل
3-روش های مکانیکی براده برداری با دستگاه مخصوص
برای قطعات تا ضخامت 3 میل پخ لازم نمی باشد. از ضخامت 4 الی 15 میل پخ یک طرفه و برای ضخامت بیشتر از 15 میل استفاده از پخ دو طرف توصیه می گردد. چون در یک ضخامت مشخص حجم جوش و مصرف الکترود در پخ دوطرفه (ترجیحاً از نوع لاله ای در ضخامت های بالای 20 میل) نسبت به یک طرفه بسیار کمتر می باشد. به عنوان مثال مصرف الکترود در جوشکاری یک ورق 16 میل با پخ گوه ای یک طرفه حدود 3 کیلوگرم بر متر با پخ گوه ای دو طرف 2.2 کیلوگرم بر متر، با پخ لاله ای دو طرفه 1.8 کیلوگرم بر میل می باشد. باید در نظر داشت که مصرف الکترود کمتر علاوه بر جنبه اقتصادی باعث کاهش عیوبی نظیر تابیدگی و پیچیدگی قطعه نیز می گردد.
یکی دیگر از پارامترهای مهم، وضعیت های مختلف قطعه کار در حین فرایند جوشکاری ورق استیل است. وضعیت های اصلی در جوشکاری ورق استیل به چهار صورت تخت، افقی، عمودی و بالاسری هستند. اگرچه دسته بندی فوق در کارهای عادی گویا می باشد ولی در عمل و در جوشکاری انواع قطعات شامل ورق استیل، لوله استیل، فلنج و غیره حالت های مختلف و گاه ترکیبی پیش می آید که نیاز به تقسیم بندی جزئی تری است. در کدهای آمریکایی ASME/AWS وضعیت های جوشکاری برای جوش های سر به سر به صورت 1G,2G و برای جوش های گوشه ای به صورت 1F,2F جهت انواع اتصالات تعریف گردیده اند. این وضعیت ها در نوشتن روش های جوشکاری و انجام آزمایشات جوش و جوشکاری ورق استیل کاربرد دارند.
در جوشکاری ورق استیل برای به دست آوردن جوش با کیفیت بهتر، رساندن وضعیت قطعه به حالتی که گرده جوش به صورت افقی قرار گیرد ارجح می باشد. این عمل برای ورق استیل نسبتاً راحت بوده و برای قطعاتی نظیر لوله استیل، قطعات استوانه ای، فلنج ها از تجهیزاتی نظیر غلتک دوار و میز دوار استفاده می شود.
انواع عیوب و کیفیت جوش ورق استیل
برخلاف تصور عمومی منظور از کیفیت جوش تنها شکل ظاهر جوش نبوده بلکه عواملی نظیر عیوب داخلی و استحکام بسیار مهم تر می باشند.
به طور کلی عیوب جوشکاری ورق استیل نوعی ناپیوستگی می باشند چون با تشکیل آنها در فلز جوش یا فلز پایه، نوعی غیر یکنواختی در خواص متالورژیکی و یا فیزیکی و مکانیکی به وجود می آید. بنابراین ناپیوستگی واژه کلی تری بوده و لزوماً (مانند تغییر ساختار منطقه HAZ) ممکن است یک عیب نباشد. ناپیوستگی تحت اثر جوشکاری ورق استیل تنها در فلز جوش نبوده و ممکن است در فلز پایه نیز به وجود آید که در بعضی مواقع عوامل و یا عیوب قبلی نیز در به وجود آمدن آن موثر می باشد. گرچه مشکلات و مسائل جوشکاری گروه های مختلف آلیاژی یکدیگر متفاوت می باشد، ولی بسیاری از ناپیوستگی ها در آنها به صورت مشترک بوده که در ادامه به اهم آنها پرداخته خواهد شد.
1-حفرات: حفرات گازهای به دام افتاده در موقع انجماد فلز جوش بود که شامل انواع مختلفی می باشد: یکنواخت پخش شده ناشی از روش جوشکاری غلط یا مواد جوشکاری نامناسب یا هر دوی آنها، خوشه ای ناشی از شروع یا قطع نامناسب قوس، خطی ناشی از گازهای حاصل از تجزیه از آلودگی ها، لوله ای ناشی از یک یا کلیه موارد قبل که به شکل پیوسته تری ظاهر می گردد.
راههای جلوگیری: تمیزکاری خوب قطعات قبل از جوشکاری ورق استیل خصوصاً از آلودگی های آلی، نگهداری حوضچه مذاب جوش به مدت طولانی تر با کاهش سرعت جوشکاری ورق استیل، رطوبت گیری الکترودها، کاهش نفوذ هوا به منطقه جوش با کمتر نمودن طول قوس، استفاده از الکترودهای کم هیدروژن، استفاده از فولادهای کم گوگردتر و . . .
2-آخال ها: مواد غیر فلزی یا فلزی به دام افتاده در فلز جوش یا بین فلز جوش و فلز پایه بوده که شامل انواع مختلفی می باشد، مانند: سرباره گل جوش ناشی از مواد به سرباره گل جوش که به سبب روش جوشکاری غلط، تمیز کاری نادرست، طرح اتصال نامناسب و غیره به دام افتاده اند. نوع دیگر آن ذرات تنگستنی بوده که در روش GTAW به سبب چسبیدن الکترود تنگستن به فلز مذاب یا آمپر زیاد جوشکاری به وجود آمده و در رادیوگرافی معمولا به صورت ذرات روشن تر دیده می شود.
راههای جلوگیری: تمیز کاری خوب جرم ها و اکسید های ناشی از برشکاری قبل از جوشکاری ورق استیل، تمیز کاری خوب قطعات در بین پاس های جوش، رعایت دقیق متغیرهای جوشکاری ورق استیل در روش های نظیر است SAW و GTAW
3-عدم ذوب: در این حالت جوش به درستی سطوح اتصال و یا پاس های قبلی را ذوب ننموده که معمولا به علت روش جوشکاری غلط، طرح اتصال نامناسب و غیره می باشد.
راه های جلوگیری: انتخاب طرح اتصال مناسب تر، اعمال شدت جریان بیشتر و سرعت جوشکاری کمتر، تمیزکاری جرمها، اکسیدهای ناشی از برشکاری قبل از جوشکاری ورق استیل.
4-عدم نفوذ در این حالت جوش به درستی به ریشه نفوذ ننموده که معمولا به علت روش جوشکاری غلط، طرح اتصال نامناسب و غیره می باشد.
راه های جلوگیری: انتخاب طرح اتصال مناسب تر، اعمال شدت جریان بیشتر و قوس کوتاه تر و سرعت جوشکاری کمتر، انتخاب الکترود با قطر کمتر در پاس اول تا بین دو قطعه پل ایجاد نشده و نفوذ کامل گردد، عدم حرکت الکترود در یک طرف اتصال موقع جوشکاری ورق استیل و انتخاب زاویه مناسب، انتخاب روش های جوشکاری با نفوذ بهتر مانند GTAW، در صورت امکان سنگ زنی از پشت و اعمال جوش پشتی.
5-بریدگی فلز پایه کنار جوش: در این حالت در فلز پایه و کناره گرده یا ریشه جوش فرورفتگی ناشی از روش جوشکاری غلط یا جریان زیاد جوشکاری ورق استیل به وجود می آید.
راه های جلوگیری: اعمال شدت جریان کمتر و انتخاب زاویه جانبی الکترود مناسب در جوشکاری های گوشه ای.
6-پر نشدن فلز جوش کنار جوش: این عیب عدم پر شدن کنار درز جوش بوده که ناشی از عدم مهارت جوشکار می باشد.
روش اصلاح: اضافه نمودن یک پاس بر روی جوش قبلی می باشد.
7-روی هم افتادن فلز جوش بر روی فلز پایه: در این حالت جوش بدون ذوب یا ایجاد نفوذ، بر روی لبه فلز پایه قرار می گیرد که معمولا به علت انتخاب غلط مواد جوشکاری یا روش جوشکاری ورق استیل، طرح اتصال نامناسب، اکسید های سطحی و غیره می باشد.
8-چند پوستگی فلز پایه
9-چند پوستگی و جدایش فلز پایه
10-درز و روی هم افتادگی فلز پایه
11-گسیختگی لایه ای فلز پایه نزدیک به HAZ
12-ترک ها: ترک ها در فلز پایه یا فلز جوش در موقعی که شدت تنش های موضعی از حد تنش نهایی کششی بیشتر شود به وجود می آید. انواع ترک ها از نظر شکل ظاهری عبارتند: طولی، عرضی، در چاله جوش، در گرده جوش، در فصل مشترک جوش و فلز پایه، در ریشه جوش، مجاور جوش در فلز پایه، ترک های میکروسکوپی در جوش
ترک ها از نظر محدوده دمای تشکیل به دو صورت گرم و سرد می باشند. منشاء به وجود آورنده ترک ها در آلیاژهای مختلف و در روش های گوناگون جوشکاری ورق استیل بسیار متنوع و گاهی پیچیده بوده که تعدادی از آنها عبارتند از: انقباض (زیاد) در حین انجماد، عدم کفایت اندازه جوش، شکل نامناسب (مقعر) گرده جوش، سرعت بالای جوشکاری ورق استیل و در نتیجه گرم شدن و سرد شدن ناگهانی، وجود گاز ها خصوصاً هیدروژن، عدم انجام پیش گرم و پس گرم در مواقعی که نیاز باشد، انجام پیش گرم و پس گرم در مواقعی که نیاز نباشد، تغییر ساختار و ایجاد فازهای سخت و ترد.
ترک جزو معدود عیوبی هستند که وجود آنها به هر اندازه غیرقابل قبول می باشد. چون با ایجاد تمرکز تنش، احتمال گسیختگی ناگهانی را بسیار بالا می برند. نکته مهم دیگر اینکه هرگز بر روی پاسی از جوش که ترک دارد جوشکاری ورق استیل ادامه نیابد. انجام پاس بعدی جوش ممکن است ظاهراً ترک را ذوب نموده و آن را از بین ببرد ولی در صورت باقی ماندن ریشه هایی از آن در جوش قبلی، ترک مجدداً رشد نموده و به سطح یا عمق خواهد رفت. بهترین راه حل قبل از جوشکاری ورق استیل، سنگ زنی کامل ترک و اطراف آن و سپس آزمایش مایع نافذ می باشد.
13-پاشش ها: در این حالت، پاشش هایی از ذرات جوش دو طرف جوش به صورت پراکنده می شوند.
راه های کاهش یا حذف: اعمال شدت جریان کمتر، ایجاد پلاریته صحیح توصیه شده برای الکترود، رطوبت گیری الکترودها، ایجاد قوس کوتاه تر، اصلاح زاویه الکترود.
14-تقعر و تحدب بیش از اندازه: تقعر تا اندازه ای مجاز می باشد ولی بیش از آن معمولاً مطلوب نبوده و باعث ایجاد ترکهای طولی در وسط جوش می گردد. بر خلاف تصور، تحدب بیش از اندازه (گرده بسیار برآمده) نیز مطلوب نمی باشد. استحکام خستگی فلز جوش با افزایش زاویه گرده جوش به صورت خطی کم گردیده و احتمال به وجود آمدن ترک در فصل مشترک جوش و فلز پایه وجود دارد. در مواردی که جوش تحت تنش های خستگی بسیار بالایی باشد، گرده جوش را حتی تا مرحله صاف شدن آن سنگ می زنند.
در جوش های سر به سر حداکثر برآمدگی یا همان تقویت گرده از سطح فلز پایه حداکثر 3 میلیمتر می باشد. در جوش های گوشه ای بستگی به پهنای گرده جوش دارد.
15-بالا پایین: منظور از بالا پایین بودن دو قطعه نسبت به هم دیگر می باشد که معمولا بر اثر عدم دقت در مونتاژ یا گاهی به علت تنش های زیاد جوش به وجود می آید.
16-تابیدگی: اعوجاج یافتن قطعه بر اثر جوشکاری ورق استیل می باشد که بسته به نوع اتصال و شکل قطعه یا قطعاتی که به هم جوش می شوند به حالاتی نظیر خمش، کمانش، پیچش و غیره دیده می شود. متاسفانه معمولا به علت ضریب انتقال حرارت کمتر و ضریب انبساط حرارتی بالاتر ورق استیل، خصوصاً آستنیتی نسبت به کربن استیل، شدت این اعوجاج در آنها بیشتر می باشد.
بسته به نوع تابیدگی در صورت امکان از راه های زیر می توان جهت حذف یا کم نمودن این گونه استفاده نمود:
الف:استفاده از خال جوش های بیشتر در مونتاژ اولیه.
ب-انجام پیش تنظیم قطعات با زاویه بازتر مناسب قبل از جوشکاری ورق استیل.
ج-جهت جلوگیری از تابیدگی می توان از انواع مهارهای مناسب موقت و یا دائم قبل از جوشکاری ورق استیل استفاده نمود. همچنین همانطور که قبلا گفته شد در جوشکاری سربه سر قطعات نازکتر از حدود 5 میلی متر ورق استیل به جهت جلوگیری از اکسیداسیون فلز جوش قطعه کار از پشت، از گاز آرگون و در مواقعی از پشت بندهای مسی جهت خنک کاری استفاده می شود. این روش مخصوصاً در مواقعی که همزمان با یک فیکسچر از رو نیز مهار شود، به خوبی مانع از تابیدگی ورق استیل های نازک نیز می گردد.
د-استفاده از تکنیک های خاصی نظیر جوشکاری رو به عقب و یا پرشی در جوشکاری یک درز جوش.
ه-در جوشکاری سربه سر ورق استیل خصوصاً آستنیتی نوعی فرورفتگی در سمتی که تعداد لایه های جوش بیشتری انجام شود، به وجود می آید که ناشی از همان علل قبلی و همچنین انقباض ناشی از انجماد فلز جوش می باشد. برای کم نمودن این نوع تابیدگی بهتر از پخ های دو طرفه استفاده شده و توالی مناسب در پاس های جوش در هر دو سمت قطعه به خوبی رعایت گردد.
17-سوختگی ها: در جوشکاری ورق استیل سوختگی در بسیاری موارد حتی به طور سطحی و واضح به وجود می آید که در آن به شرح ذیل می باشد:
الف-در روش های جوشکاری ورق استیل با گاز محافظ در صورتی که دبی گاز محافظ کم بوده و یا گاز ناخالص باشد، عناصر آلیاژی فلز جوش و مجاوران اکسید گردیده و جوش حالت متخلخل و اسفنجی پیدا می نماید.
ب-در جوشکاری ورق استیل های نازک تر از حدود 5 میل با کلیه روشهای جوشکاری، زمان پشت موضع جوش بسیار زیاد گردیده و احتمال ایجاد سوختگی آلیاژ در پشت موضع جوش وجود دارد. بدیهی است از آنجایی که عناصر آلیاژی باعث ایجاد خواص ورق استیل و مقاوم به حرارت می گردند، کاهش یا از بین رفتن آنها به هیچ وجه مطلوب نبوده و باید از آن جلوگیری نمود. برای این منظور استفاده از مبرد مسی و یا گاز پشت بند توصیه می گردد.
کیفیت جوش ورق استیل در مجموع حاصل رعایت در نظر گرفتن نکات زیر می باشد:
1-رعایت اصول طراحی جوش، انتخاب الکترود، انتخاب فرایند جوشکاری ورق استیل و . . . مناسب
2-رعایت اصول فرآیند جوشکاری ورق استیل منطبق بر کدها و استانداردهای طراحی و ساخت مربوط به قطعه مورد نظر.
3-جنبه اقتصادی: کیفیت جوش ورق استیل (مانند کیفیت هر نوع کالا و فرآیند دیگر) یک عامل نسبی بوده و بستگی به کاربرد قطعه داشته و قطعاً رسیدن به حد نهایی آن اغلب بسیار مشکل بوده و هزینه بالایی دارد.
با توجه به نکات فوق برای تعیین حدود کیفیت جوش ورق استیل بر حسب نیاز باید به کدهای ساخت مرتبط با همان سازه یا تجهیز مراجعه نمود. به عنوان مثال معمولا برای جوشکاری سازه ها از استاندارد AWS D1.x و برای جوشکاری مخازن تحت فشار از استاندارد ASME BPV Sec.IX آمریکا استفاده می شود. در این استانداردها روش انجام آزمایشات جوش ورق استیل و نحوه تفسیر آنها آورده شده است.
از نظر این کدها عیوب به دو دسته اساسی و غیر اساسی تقسیم می شوند. عیوب اساسی نظیر ترک ها، عدم ذوب، عدم نفوذ به هر شکل و اندازه غیر قابل قبول بوده و جوش در آن قسمت ها بایستی مجدداً تعمیر گردد. جهت عیوب غیر اساسی (مانند حفرات، آخال ها و غیره) حد قابل قبول تحت عنوان معیارهای پذیرش تعریف گردیده اند. بنابراین وجود این گونه عیوب در حدود مورد پذیرش، تاثیر مهم و چشمگیری در خواص جوش نداشته و از نظر استاندارد مربوطه جوش مورد تایید است.
معمولاً در این کدها برای به دست آوردن جوشی با کیفیت بالاتر روشهای کنترلی شامل دو بخش قبل و بعد از جوشکاری ورق استیل توصیه گردیده اند:
1-قبل از جوشکاری ورق استیل: انجام رویه هایی جهت نوشتن دستورالعمل های جوشکاری و آزمایشاتی جهت اطمینان از کارایی دستورالعمل های فوق قبل از شروع عملیات جوشکاری اصلی که ممکن است به سه طریق زیر باشد:
الف-انجام آزمایشات بر روی نمونه مشابه اصلی: که معمولاً در کدها زیاد توصیه نگردیده است مگر در موارد بسیار حاد که به دست آوردن کیفیت بالای جوش تحت شرایط خاص ساخت مشکل بوده و بایستی از آن اطمینان حاصل نمود.
ب-دستورالعمل های جوشکاری ورق استیل با تاییدیه قبلی: به کارگیری دستورالعمل های جوشکاری، که گزارش کیفیت برای آنها از قبل تهیه شده و مورد تایید قرار گرفته اند. به عنوان مثال در سری استانداردهای AWS B2.1 تعدادی از این روش های جوشکاری ورق استیل به همراه شماره گزارش کیفیت تولید کننده آن آورده شده است. مطابق Article V از استاندارد ASME BPV Sec.IX (سال 2000 به بعد) می توان تحت شرایطی از چنین استانداردهایی جهت نوشتن و تایید دستورالعمل های جوشکاری ورق استیل استفاده نمود.
ج-انجام آزمایشات استاندارد: استفاده از رویه های مشخص جهت نوشتن و تایید روش جوشکاری ورق استیل. از آنجا که این آزمایشات بر روی نمونه های مجزا از قطعه اصلی انجام می شود، عموما شامل آزمایش های مخرب نیز می باشند.
2-بعد از جوشکاری ورق استیل: انجام آزمایشات غیر مخرب بر روی جوش بعد از جوشکاری ورق استیل جهت اطمینان از کیفیت جوش می باشد.
جوشکاری گروه ورق استیل آستنیتی
فیلر های مناسب جهت جوشکاری انواع ورق استیل آستنیتی با روش های قوسی در جدول ذیل آورده شده است.
جدول-انتخاب فیلر برای جوشکاری ورق استیل
| فیلرهای جوشکاری ورق استیل | شماره آلیاژ | ||
| روش FCAW | روش GTAM,GMAW | روش SMAW | |
| E308T-X | ER209, ER219 | E209-XX | ورق استیل 201 |
| E308T-X | ER308 | ER308-XX | ورق استیل 301 |
| E308T-X | E308 | E308-XX | ورق استیل 304 |
| E308LT-X | E308L | E308L-XX | ورق استیل 304L |
| E309T-X | ER309 | E309-XX | ورق استیل 309 |
| E309LT-X | ER309L | E309L-XX | ورق استیل 309S |
| E310T-X | ER310 | E310-XX | ورق استیل 310 |
| E310T-X | ER310 | E310-XX | ورق استیل 310S |
| E316T-X | ER316 | E316-XX | ورق استیل 316 |
| E316LT-X | ER316L | E316L-XX | ورق استیل 316L |
| E308LT-X | ER321 | E308L-XX | ورق استیل 321 |
جدول-انتخاب فیلر جوشکاری ورق استیل آستنیتی به یگدیگر
| 321 | 316L | 316 | 310S | 310 | 309S | 309 | 304L | گرید |
| 308 |
308،316 |
308،316 |
308،309،310 |
308،309،310 |
308،309 |
308،309 |
308L | ورق استیل 304 |
|
308،347 |
308L، 316L |
308،316 |
308،309،310 |
308،309،310 |
308،309 |
308،309 |
ورق استیل 304L | |
|
309،347 |
309،316 |
309،316 |
309،310 |
309،310 |
309 | ورق استیل 309 | ||
|
309،347 |
309S،316L |
309،316 |
309S،310S |
309،310 |
ورق استیل 309S | |||
|
308،310 |
310،316 |
310،316 |
ورق استیل 310 | |||||
|
308،310 |
316 | 316 | ورق استیل 310S | |||||
|
308،316 |
316 | ورق استیل 316 | ||||||
| 316L | ورق استیل 316L |
علاوه بر مطالبی که در قسمت های قبل ذکر گردید، به علت گستردگی کاربرد ورق استیل آستنیتی در انواع محیط های خورنده، دماهای بالا و پایین و غیره رعایت نکات خاص در جوشکاری آنها از اهمیت ویژه ای برخوردار می باشد. چون ممکن است خواص مورد نظر را تحت تأثیر قرار دهد. در ادامه به تعدادی از این نکات اشاره می گردد.
فریت دلتا: به طور کلی ساختار به وجود آمده در فلز جوش بستگی به ترکیب فلز جوش، ترکیب فلز پایه، سرعت جوشکاری و سرعت انجماد دارد. معمولاً ساختار فلز جوش ورق استیل آستنیتی اندکی با ساختار فلز پایه متفاوت متفاوت می باشد. به عنوان مثال در صورتی که حتی ساختار فلز پایه کاملا آستنیتی باشد، فلز جوش اغلب حاوی مقداری جزایر فریت خواهد بود.
در جوشی که دارای ساختار کاملاً آستنیتی باشد معمولاً میکرو ترک های عرضی و محوری به راحتی ایجاد می گردد. این امر خصوصاً در کرنش های زیاد و یا دمای متوسط و بالا باعث پیدایش ترک های بزرگ در جوش و در نتیجه گسیختگی آن می گردد که به این پدیده ترک گرم می گویند.
وجود مقداری فریت در فلز جوش ورق استیل آستنیتی اثر فوق العاده موثری در جلوگیری از تشکیل چنین ترک هایی دارد (فریت آزاد همچنین باعث کاهش حساسیت به خوردگی تحت تنش نیز می گردد). بدین منظور بر طبق تجربه حداقل برای جوش حاصل از فیلرهای 308,308L,316,316L عدد FN3، برای فیلر 318 عدد FN5 و برای فیلر 347 عدد FN6 و برای فیلر 309 عدد FN4 به عنوان عدد فریت مناسب توصیه گردیده است. بالاترین عدد فریت لازم مربوط به ورق استیل 347 به سبب وجود نایبیم می باشد. چون این عنصر با تشکیل فاز یوتکتیک تمایل به ایجاد ترک های میکروسکوپی را زیاد می گرداند. بنابراین ترکیبات عناصر فیلر فوق به نحوی طراحی گردیده است تا درصد فریت بازدارنده ترک آن بالا باشد. در مقابل جوش حاصل از فیلرهایی مانند 310Cb تقریباً بدون فریت بوده و بنابراین تمایل شدیدی به ایجاد ترکها دارد. در این گونه موارد کنترل درصد عنصر سیلیسیم گوگرد و فسفر توصیه می گردد.
برای حصول اطمینان از وجود فریت آزاد و کنترل آن رعایت موارد زیر در فرآیند جوشکاری ورق استیل توصیه می گردد:
1-کنترل سرعت انجماد
2-جلوگیری از رقیق شدگی بیشتر از 35 درصد فیلر توسط فلز پایه با کنترل آمپر، سرعت جوشکاری ورق استیل و . . .
3-جلوگیری از آلودگی های محیطی و کنترل درصد عناصر سیلیسیم، گوگرد و فسفر.
4-ایجاد طول قوس کوتاه تر و در نتیجه جلوگیری از اکسیداسیون کروم و افزایش نیتروژن جوش. در این میان اثر نیتروژن به عنوان عنصر آستنیت زای قوی بسیار مهم می باشد. به طوری که جذب 0.1% نیتروژن حدود 8FN از فریت جوش کم می نماید.
از طرف دیگر متاسفانه وجود فریت آزاد مخصوصاً درصد زیاد آن چند اثر مضر دارد:
1-کاهش مقاومت به خوردگی فلز جوش در تعدادی محیط های شیمیایی نظیر اسیدهای اکسید کننده گرم، اوره.
2-ترد شدن فلز جوش در صورت کاربردی یا نگهداری آلیاژ در دماهای بسیار بالا
3-کاهش چقرمگی جوش در دماهای پایین. در این مورد بایستی گفت که اگر چه جذب نیتروژن در جوش میزان فریت آزاد آن را کم می نماید که ممکن است در اینجا مفید به نظر آید، اما وجود نیتروژن (و کربن و اکسیژن و ناخالصی ها) خود باعث کاهش چقرمگی می گردد. بنابراین استفاده از الکترودهای با روکش آهکی سری EXXX-15 توصیه می گردد زیرا نسبت به سری های EXXX-16 و EXXX-17 جوش تمیزتری ارائه می نماید.
با توجه به اثرات مثبت و منفی فریت آزاد که در بالا ذکر گردید، باید عدد فریت مناسبی را جهت حصول میزان بهینهای از مقاومت به ترک و خواص خوردگی یا حرارتی مشخص نمود. در مراجع مختلف جهت بسیاری کاربردهای معمول میزان مطلوب فریت آزاد در حدود FN5 الی FN15 ذکر گردیده است. البته جهت فرآیندهای مختلف شیمیایی عدد فریت مناسب با آزمایش و تجربه به دست آمده و معمولاً از طرف عرضه کنندگان پتنت آن فرایندها تعیین می گردد.
حساسیت: هنگامی که ورق استیل آستنیتی با کربن معمولی در محدوده دمای 420 الی 820 درجه (برای فولادهای پر آلیاژ مانند ورق استیل 309 و ورق استیل 310 در محدوده 420 تا 900 درجه) قرار گیرند، کربن و کروم در مرز دانه ها با هم ترکیب و باعث کم شدن درصد کروم در مناطق مجاور آن می گردد. کاربید کروم به وجود آمده دارای ترکیب Cr23C6 می باشد. بنابراین وجود یک اتم کربن حدود چهار اتم کروم را بلاک نموده و از زمینه آلیاژ خارج می نماید. این پدیده باعث کاهش مقاومت به خوردگی ورق استیل در مرز دانه ها و حساسیت آن به خوردگی بین دانه ای بر اثر مواد شیمیایی خاصی می گردد. در جوشکاری و برشکاری ورق استیل، تحت اثر گرمای جوشکاری تا فاصله معینی دو طرف خط جوش و برش، منطقه حرارت دیده HAZ به وجود میآید. در ناحیه ای از این منطقه که دما و زمان مناسب باشد، پدیده حساسیت رخ داده و درصد کروم در زمینه آلیاژ کم می گردد. ناحیه حساس دارای ظاهر متفاوتی با دیگر نقاط قطعه نبوده و تنها در بعضی از محیط های خورنده آثار خوردگی عمیق به صورت دو خط موازی در کنار درز جوش قطعه ظاهر می گردد.
تبدیل فاز: در ورق استیل آستنیتی و ورق استیل فریتی و ورق استیل دوفازی احتمال ایجاد شکست ترد بر اثر نگهداری طولانی آلیاژ در محدوده دمای 550 تا 950 درجه و سرد نمودن آهسته وجود دارد. این امر به دلیل تشکیل فاز سیگما با ترکیبی تقریباً معادل FeCr می باشد. سرعت و شدت تشکیل این پدیده مخصوصاً در ورق استیل کم آلیاژتر مانند ورق استیل 304 کمتر و در فولادهای پر آلیاژتر این گروه نظیر ورق استیل 316 و ورق استیل 317 و ورق استیل 347 بیشتر بوده ولی در مجموع کمتر از ورق استیل فریتی و ورق استیل دو فازی می باشد.
جدایش: مولیبدن در ورق استیل آستنیتی حاوی مولیبدن مانند ورق استیل 316 در موقع انجماد مذاب جوش، تمایل به جدایش و قرارگیری در مرکز دندریت های انجماد را دارد. این پدیده باعث کمبود عنصر مولیبدن در دیگر نقاط گردیده که می تواند محل شروع انواع خوردگی مانند حفره ای و شیاری گردد. بدین منظور درصد مولیبدن فیلر جوشکاری باید از فلز پایه بیشتر باشد. معمولاً در استاندارد فیلرهای اینگونه آلیاژها به این موضوع توجه شده است.
تابیدگی و اعوجاج: همانطور که در بخشهای قبلی عنوان شد میزان تابیدگی و اعوجاج ورق استیل آستنیتی به علت ضریب انتقال حرارت کمتر و ضریب انبساط حرارتی بالاتر از کربن استیل بیشتر می باشد و در این زمینه باید دقت بیشتری اعمال گردد.
پیش گرم و دمای بین پاسی: معمولا گرمایش قبل از جوشکاری جهت ورق استیل آستنیتی چندان لازم نبوده و حتی در پارهای ممکن است سبب پیچش بیشتر قطعه، ایجاد ترک گرم، ایجاد پدیده حساسیت گردد. دمای بین پاسی نیز تا حد امکان از 150 درجه بیشتر نباشد.
عملیات حرارتی بعد از جوشکاری ورق استیل: به طور کلی عملیات حرارتی بعد از جوشکاری و ساخت جهت ورق استیل آستنیتی لازم نبوده و تا حد امکان نیز بایستی از آن پرهیز نمود چون که در مورد اکثر انواع آن خطر به وجود آمدن پدیده حساسیت وجود دارد. اما در بعضی از موارد جهت تنش گیری و از بین بردن ضعف های خوردگی ناشی از حساسیت و جدایش انجام عملیات حرارتی ورق استیل ضروری می باشد.
جوشکاری ورق استیل مارتنزیتی
ورق استیل های این گروه در تمامی حالات بازپخت، نیمه سخت، سخت، بازگشت شده و . . . قابل جوشکاری بوده و ساختار اولیه تاثیر بسیار کمی در ساختار منطقه HAZ دارد. ساختار و سختی این منطقه در درجه اول بستگی به درصد کربن داشته و تا حدودی با کنترل فرایند جوشکاری قابل کنترل می باشد. در صورتی که سختی این منطقه افزایش یابد، احتمال به وجود آمدن ترک سرد در فولاد افزایش یافته و چقرمگی کاهش می یابد. همچنین آلیاژهای این گروه در مقابل ترک ناشی از جذب هیدروژن در فلز جوش حساس می باشند. همانطور که این پدیده در مورد فولادهای کم آلیاژ نیز وجود دارد. بنابراین بایستی در انتخاب روش جوشکاری، تمیزکاری قبل از جوشکاری انتخاب و نگهداری فیلر جوشکاری دقت نمود تا هیدروژن کمتری به جوش وارد گردد. مخصوصاً در روشهای دستی و زیر پودری از الکترودها و فلاکس های کم هیدروژن استفاده شده و رطوبت آنها قبل از جوشکاری خشک گردد.
جوشکاری ورق استیل فریتی
در این نوع ورق استیل منطقه HAZ معمولاً مستعد به رشد دانه می باشد که باعث کاهش چقرمگی آنها می گردد. این مسئله مخصوصاً در فولاد های نسل دوم و سوم فریتی که قبل از جوشکاری دارای چقرمگی بالایی می باشند اهمیت دارد. میزان رشد دانه ها بستگی به حداکثر دما و زمان باقی ماندن در آن دما دارد.
در جوشکاری دستی ورق استیل با انواع الکترودهای روکش دار بایستی طول قوس را کوتاه نگه داشت تا از اکسایش کروم، جذب نیتروژن و ایجاد حفرات جوشکاری جلوگیری گردد. همچنین به همین دلیل در موقع جوشکاری تکنیک موجی در حرکت الکترون توصیه نمی گردد.
در جوشکاری به روش تیگ جریان DC با الکترود منفی و گاز محافظ هلیم یا آرگون و یا مخلوط آن دو به کار برده می شود.
در جوشکاری به روش میگ جریان DC با الکترود مثبت توصیه می گردد. مخلوط گاز آرگون به اضافه یک درصد اکسیژن برای حالت پاششی-انتقالی و مخلوط گازی هلیم به اضافه آرگون به اضافه 2.5 درصد دی اکسید کربن برای حالت انتقالی کوتاه توصیه می گردد. حالت انتقالی کوتاه برای استفاده در ولتاژ پایین و فیلرهایی با قطر کم بوده و در نتیجه برای قطعات نازک مناسب می باشد. چون گرمای ورودی کم ایجاد نموده و موجب رشد دانه ها در منطقه HAZ نمیگردد. مزیت دیگر این روش در کاربرد فیلرهای آستنیتی حصول رقیق شدگی آلیاژ به میزان کم (مثلاً ۱۰ درصد) می باشد. عیب عمده این روش احتمال ذوب ناقص در منطقه جوش است. برعکس آن، حالت پاششی-انتقالی جهت کار با فیلر هایی با قطر زیاد در ولتاژ بالا و قطعات ضخیم بوده و با ایجاد جوشی با نفوذ کامل تر عموماً در حالتهای تخت و افقی کاربرد دارد. روش تکامل یافتهتر پالس اسپری با همین شرایط و برای کلیه حالات جوشکاری ورق استیل استفاده می گردد. همچنین در این روش گرمای کمتری به منطقه جوش وارد شده و بنابراین رشد دانه ها کمتر می باشد.
تعدادی از ورق استیل فریتی قابلیت جوشکاری به روش زیر پودری یک یا چند پاسه را دارا می باشند. در این روش بسته به نوع پودر فلاکس مصرفی امکان کم شدن عناصر آلیاژی مخصوصاً کروم و مولیبدن فیلر جوش در گذر از فلاکس وجود دارد. بنابراین تمهیدات ویژهای برای بازیابی آن ها در فلز جوش بایستی در نظر گرفت. بدین منظور معمولاً سیم جوش را کم آلیاژ تر انتخاب نموده و عناصر را به پودر فلاکس اضافه می نمایند. همچنین ترکیب پودر فلاکس بایستی طوری انتخاب گردد که باعث افزایش عناصری نظیر کربن، سیلیسیم، منگنز، گوگرد و فسفر در فلز جوش نگردد. از آنجایی که در این روش گرمای وارد شده به منطقه جوش بالا می باشد، باید رشد دانه ها را به روشی کنترل نمود. در عمده کاربرد ها استفاده از فیلرهای آستنیتی این مشکل را تا حدود زیادی برطرف می نماید. اما در انتخاب فیلر و فلاکس آنها بایستی دقت نمود چون میزان رقیق شدگی (درصد فلز پایه وارد شده به فلز جوش نهایی) در حدود 30 الی 50 درصد یا بالاتر می باشد. بدین منظور در نظر گرفتن کروم و نیکل اضافی در فیلر و فلاکس مناسب است. روش زیر پودری برای ورق استیل فریتی با ترکیب کنترل شده مانند نسل سوم که معمولاً کاربردهای خاص خوردگی دارند، مناسب نمی باشد.
فیلر های جوشکاری ورق استیل فریتی شامل سه دسته می باشند:
1-فیلرهای فریتی: این فیلرها ترکیبی تقریبا نزدیک به فلز پایه دارند ولی کاربرد آنها به دلیل کمبود چقرمگی جوش و منطقه HAZ محدود می باشد. به طور کلی الکترود های روکش دار برای انواع آلیاژهای این گروه به استثنای انواع خوشتراش، انواع حاوی تیتانیم و آلومینیم و انواع با ترکیب کنترل شده و حساس مانند نسل سوم موجود می باشد. علت این امر تغییرات احتمالی و عدم کنترل دقیق ترکیب فلز جوش آلیاژهای فوق می باشد. به عنوان مثال به دلیل اکتیویته بالای عناصر آلومینیم و تیتانیم، انتقال این آلیاژها از الکترودهای روکش دار و فیلرهای توپودری به منطقه جوش مشکل می باشد. زیرا سریع اکسید شده و وارد سرباره (گل جوش) می گردند. این مطلب در مورد فیلرهای توپودری نیز صادق می باشد. برای انواع با ترکیب کنترل شده و حساس مانند نسل سوم به دلیل امکان جذب کربن و نیتروژن و اکسیژن، روش جوشکاری ورق استیل دستی مخصوصاً با الکترودهای روکش دار فریتی توصیه نگردیده و در صورت لزوم به استفاده از روش دستی، الکترودهای آستنیتی و نیکلی توصیه می گردد.
برای ورق استیل 430 الکترود روکش دار، فیلرهای مفتولی و توپودری برای انواع روشهای جوشکاری برای ورق استیل 409 فقط فیلر توپودری موجود می باشد. در بعضی موارد نظیر ورق استیل 442 و ورق استیل 444 الکترودهای غیر استاندارد روکش دار از طرف سازندگان تولید گردیده اند. به دلیل عدم خاصیت کششی خوب آلیاژهای ورق استیل 443، ورق استیل 442 و ورق استیل 446 مفتول های جوشکاری جهت روش های GMAW و GTAW برای آلیاژهای فوق به ندرت تولید می گردند. جهت جوشکاری ورق استیل 409 با روش میگ با گاز محافظ آرگون-اکسیژن مفتول غیر استاندارد AM363 (با 4 درصد نیکل اضافه نسبت به فلز پایه) به کار میرود که جوشی با ساختار مارتنزیتی کم کربن و مقاومت عالی به ترک ایجاد میکند.
به طور کلی برای آلیاژهای حساس این گروه مخصوصاً نسل سوم از طرف سازندگان آنها، فیلرهای عمدتاً به صورت مفتول جهت جوشکاری با روش های محافظ گازی تولید میشوند. انبارداری و استفاده این فیلرها بایستی به دقت صورت پذیرد تا از طریق آلودگیهای احتمالی، عناصر مزاحمی نظیر کربن، نیتروژن و غیره وارد فلز جوش نگردد.
2-فیلرهای آستنیتی: این فیلرها جهت اتصال ورق استیل فریتی به یکدیگر و یا به انواع ورق استیل دیگر به کار می روند. فیلرهای مورد استفاده 312 و 309 و 310 بوده که معمولاً حاوی فاز فریت زیادی می باشند. الکترود روکش دار E309-15 (با روکش آهکی) جهت جوشکاری انواع ورق استیل فریتی خوش تراش به کار میرود. همچنین اتصال ورق استیل فریتی نسل سوم 444 توسط فیلرهای 316L به راحتی صورت می گیرد.
3-فیلرهای پایه نیکل: این فیلرها نیز جهت اتصال ورق استیل فریتی به یکدیگر و یا به انواع دیگر و حتی به کوپرنیکل ها به کار می روند که مهمترین آنها ENiCrFe-3 می باشد.
توجه مهم: به طور کلی باید دقت نمود در بعضی از مواقع استفاده از فیلرهای غیر مشابه با فلز پایه (مانند فیلرهای آستنیتی یا نیکلی) ممکن است باعث ایجاد مشکلات خوردگی مخصوصاً در ورق استیل فریتی نسل سوم که معمولاً کاربردهای خاص خوردگی دارند، گردند. بنابراین در این زمینه بهتر است با سازندگان استیل یا فیلر جوشکاری مشورت نمود.
از نظر متالورژیکی در ورق استیل فریتی انجام پیش گرم قطعه قبل از جوشکاری با ورق استیل مارتنزیتی تفاوت دارد. چون این استیل ها مستعد به رشد دانه ها در منطقه HAZ می باشند که در اکثر موارد گرمای اولیه و بین پاسی زیاد ممکن است باعث آن گردیده و چقرمگی را کاهش دهد. در تعدادی از این استیل ها در موقع جوشکاری تمایل به تشکیل مارتنزیت در مرزدانه ها وجود دارد که در این موارد پیش گرم کردن در جلوگیری از ایجاد ترک و کم نمودن تنش های ناشی از آن موثر می باشد. بنابراین به طور کلی لزوم پیش گرم بستگی به عوامل متعدد نظیر ترکیب، خواص مکانیکی و ضخامت قطعه داشته و بایستی به تجربه به دست آید. در مواردی که پیش گرم نیاز باشد معمولاً این عمل در محدوده 150 الی 230 درجه صورت میگیرد. همچنین دمای بین پاس تا حد امکان در محدوده پایینی محدوده فوق نگه داشته میشود.
در صورت نیاز، عملیات حرارتی بعد از جوشکاری ورق استیل بایستی در محدوده دمای مشخصی انجام شود تا از رشد دانه ها در منطقه HAZ جلوگیری گردد. معمولاً این عمل در محدوده 700 الی 850 درجه صورت گرفته و بایستی تمهیداتی برای کم نمودن اکسیداسیون قطعه انجام داد. همچنین به جهت جلوگیری از تردی بازگشت که معمولاً در محدوده دمای 400 الی 550 درجه به وجود می آید سرد کردن آلیاژ در محدوده دمای فوق بایستی تا حد امکان با سرعت صورت پذیرد.
جوشکاری ورق استیل دوپلکس
ساختار این نوع ورق استیل در فلز پایه و فلز جوش شامل تقریباً درصد مساوی فریت اولیه و آستنیت می باشد. شکل این ساختار در فلز جوش بستگی به سرعت سرد شدن داشته ولی معمولاً به صورت دندریتی است. به طور کلی پیدایش فازهای دندریتی ناشی از انجماد و سرد شدن سریع بوده و در آنها تجمع و جدایش و تغییر عناصر آلیاژی در فازها و تفاوت آن با فلز پایه مشاهده می گردد که ممکن است بر روی خواص خوردگی تاثیر گذارد. در مورد ورق استیل دوپلکس محدوده این تغییرات فازی بعد از انجماد بین دماهای 300 الی 1300 درجه می باشد.
همچنین سیکل های حرارتی درموقع جوشکاری مخصوصاً در مناطق نزدیک جوش نیز بر روی تغییر درصد عناصر آلیاژی در فازها اثر دارد که دلیل آن تبدیل آستنیت به فریت در موقع گرم شدن و تبدیل معکوس در موقع سرد شدن و پدیده دیفوزیون عناصر آلیاژی در فازهای جامد فوق می باشد.
یکی از عوامل کاهش درصد و یا حذف آستنیت جوش ورق استیل دوبلکس سرعت سرد شدن بالا می باشد که بایستی از آن اجتناب گردد. از طرف دیگر سرعت پایین سرد شدن، دمای بین پاسی و یا گرمای ورودی بالا باعث ایجاد فازهای ترد در حدود 475 درجه میگردد که بایستی این عوامل نیز در نظر گرفته شود. بدیهی است که جهت ورق استیل نازکتر حد پایین و جهت ورق استیل ضخیمتر حد بالای گرمای ورودی توصیه می گردد.
پیش گرم قبل از جوشکاری معمولاً نیاز نمی باشد، مگر در مواردی که در فرآیند جوشکاری ورق استیل درصد فریت فلز جوش یا HAZ زیاد گردیده که باعث ایجاد ترک خواهد شد. در این صورت حداکثر دمای 150 درجه توصیه می گردد. دمای بین پاسی بایستی برای استیل هایی از این دسته با حدود 22 درصد کروم حداکثر 200 درجه و برای فولادهای با حداکثر 25 درصد کروم حداکثر 150 درجه باشد. ولی در مواردی که عملیات حرارتی بازپخت انحلال بعد از جوشکاری ورق استیل انجام می گردد، این دما اهمیت چندانی ندارد.
در جوشکاری ورق استیل دوپلکس، نیتروژن اولیه (موجود در آلیاژ) و جذب شده (از گاز محافظ) اثرات مثبت و مهمی به شرح ذیل دارد:
1-نیتروژن بیشترین اثر را در جلوگیری از خوردگی های حفره ای و شیاری دارد.
2-در ورق استیل دوپلکس حاوی فریت زیاد (آستنیت کم) احتمال رسوب نیترید ها و کاربیدها در مرزدانه های فریت و تردی آلیاژ وجود دارد. وجود نیتروژن اضافی اثر معکوس و مثبتی در اضافه نمودن فاز آستنیت و کم نمودن این خطر دارد، زیرا نیتروژن اثر آستنیت زایی بسیار قوی داشته و فاز فریت را محدود می نماید. بنابراین خصوصاً در آلیاژهای دوپلکس نیتروژن بالا، جلوگیری از کاهش نیتروژن حین جوشکاری ورق استیل ضروری می باشد. بدین منظور به عنوان مثال در روش GTAW گاز آرگون با 2 الی 5 درصد نیتروژن به کار برده می شود. گاز پشت بند پاس ریشه نیز بهتر است حاوی نیتروژن باشد. طبق بررسیهای به عمل آمده در جوشکاری آلیاژهای سوپردوپلکس با نیتروژن زیاد، کاهش نیتروژن حدود 0.01 الی 0.05% حتی با استفاده از ۵ درصد نیتروژن در گاز پشت بند نیز مشاهده گردیده است.
هیدروژن برعکس نیتروژن اثرات بسیار مخربی در کاهش چقرمگی و ایجاد ترک های بعد از جوش دارد و بایستی تا حد امکان از ورود آن به هر شکل (گاز محافظ، روکش الکترود، رطوبت و . . .) به منطقه جوش جلوگیری نمود.
بسته به شرایط کاری و اقتصادی کلیه روشهای جوشکاری را برای ورق استیل دوپلکس می توان استفاده نمود. ولی به طور معمول برای برای لوله استیل در پاس ریشه ابتدا از GTAW و سپس جهت پاسهای رو GTAW یا SMAW یا GMAW استفاده میشود. برای ورق استیل نیز معمولا از SMAW یا FCAW یا SAW استفاده میشود. در جوشکاری این استیل ها در صورتی که از فیلر استفاده نشده و یا از فیلرهایی دقیقاً مشابه ترکیب فلز پایه استفاده شود، ساختار جوش حاوی بیش از 80 درصد فریت خواهد بود که از طرفی باعث کاهش مقاومت به خوردگی در بسیاری از محیط ها گردیده و از طرف دیگر جوش آنقدر خواص چقرمگی پایینی پیدا می نماید که اغلب آزمایشات خمش را پاس نخواهد نمود. اگرچه عملیات حرارتی بازپخت در محدوده دمای 1100 درجه می تواند ساختار فوق را به شکل مطلوب در آورد، اما این روش در بسیاری موارد عملی یا اقتصادی نمی باشد. یکی از راههای موثر در این زمینه افزایش نیکل (آستنیت زای قوی) فیلر جوشکاری نسبت به ترکیب فلز پایه است تا میزان فریت فلز جوش بعد از جوشکاری در محدوده 30 الی 60 درصد قرار گیرد. در چنین شرایطی آزمایشات جوشکاری ورق استیل به راحتی پاس گردیده و خواص خوردگی نیز مشابه فلز پایه خواهد بود.
در استانداردهای قدیمیتر معمولاً فیلرهای دوفازی یافت نمیشود. ولی اغلب شرکتهای عرضهکننده آلیاژهای دوفازی یا فیلر های جوشکاری به طور اختصاصی بهترین فیلر جوشکاری برای این گونه آلیاژ ها را در کاتالوگ های خود معرفی نموده اند.
جوشکاری آلیاژهای غیر هم نوع
جوشکاری ورق استیل با استیل های غیر هم گروه و یا با دیگر کربن استیل های کم آلیاژ و یا بسیاری از آلیاژهای غیرآهنی دیگر امکان پذیر می باشد.
موقعی که دو آلیاژ مختلف با استفاده از فیلر یا بدون آن به یکدیگر جوش می شوند، آلیاژ تشکیل شده در فصل مشترک ممکن است خواص شیمیایی، فیزیکی و مکانیکی بسیار متفاوتی نسبت به دو فلز پایه داشته و از این نظر منشأ بسیاری از مشکلات گردد. هدایت حرارتی، انبساط حرارتی، انقباض ناشی از انجماد، سختی و ریزساختار بعد از جوش از جمله مهمترین خواص می باشند که معمولاً باعث ایجاد مهمترین عیوب در این زمینه یعنی ترکها و حفرات ماکروسکوپی و میکروسکوپی میگردند.
در انتخاب فیلر جوش و شرایط جوشکاری آلیاژهای غیر همجنس باید موارد به موارد زیر توجه نمود:
1-فیلر جوشکاری بایستی قابلیت تحمل رقیق شدگی (درصد فلز پایه وارد شده به فلز جوش نهایی) ناشی از ذوب فلز پایه در آن و عدم ایجاد ترک و حفره را داشته باشد. ترک ها از عمدهترین عیوب در جوشکاری آلیاژهای غیر همجنس می باشد.
2-فیلر جوشکاری معمولاً باید دارای نقطه ذوب کمتر از دو فلز پایه باشد.
3-فلز جوش و فصل مشترک آن با فلزات پایه استحکام و چقرمگی لازم را داشته باشند. در موارد زیادی مشاهده میشود که فلز جوش مستحکم و بدون عیب بوده ولی گسیختگی به راحتی از فصل مشترک ایجاد می گردد.
4-فلز جوش، پایداری لازم در شرایط کارکرد قطعه را داشته باشد.
5-فلز جوش خواص خوردگی مورد انتظار را داشته باشد.
انواع ورق استیل توسط روش های قوس الکتریکی به راحتی به کربن استیل ساده و کم آلیاژ قابل جوشکاری می باشند. اما در موقع کاربرد چنین قطعاتی ممکن است انواع عیوب زیر در جوش آنها به وجود آید:
1-ترک بر اثر تشکیل مارتنزیت در زیر دمای 400 درجه
2-تردی حاصل از فازهای ثانویه که به علت نگهداری در محدوده دمای 550 الی 950 به وجود میآیند.
3-تردی و ترک فازهای فریتی یا آستنیتی بر اثر کاربرد در دمای متوسط و نسبتا بالا
برای جوشکاری ورق استیل آستنیتی و کربن استیل یا آلیاژی که در دمای زیر 500 درجه کاربرد دارند فیلرهای آستنیتی مناسب می باشند. اما در دماهای بالاتر ممکن است پدیده تجمع کربن به وجود آید. این پدیده به واسطه تمایل کروم استنلس استیل به جذب کربن آلیاژ کربن استیل و بر اثر نفوذ کربن از سمت کربن استیل به سمت منطقه جوش (کروم بالا) در منطقه HAZ به وجود میآید. همچنین تجمع کربن در طی عملیات حرارتی بعد از جوشکاری ورق استیل نیز ممکن است رخ دهد. این پدیده تنش شکست منطقه HAZ آلیاژ را در دمای بالا مخصوصاً در کاربردهای نوسانی کم می نماید. نکته قابل توجه اینکه تمایل کروم فازهای آستنیتی در جذب کربن و ایجاد این پدیده بیشتر از کروم فازهای فریتی می باشد. بنابراین معمولاً در دماهای بالا بهتر است فیلرهای پایه نیکل مانند الکترودهای ENiCrFe-2 و مفتول های ERNiCr-3 استفاده گردند. این فیلرها انبساط حرارتی کم، مقاومت به نوسانات دمایی زیاد و تمایل به جذب کربن کمی دارند.
در جوشکاری آلیاژهای مختلف به یکدیگر بعضاً مشاهده می گردد که در فلز جوش یا لایه حد واسط بر اثر کم و یا زیاد شدن عناصر، تشکیل فازهای نامطلوب یا دیگر عوامل (مانند تجمع کربن که در بالا عنوان گردید) خواص مکانیکی آن چنان کاهش مییابد که حتی با تنش های ناشی از سرد شدن، ترک ایجاد گردیده و در مواردی گسیختگی کامل رخ میدهد. یکی از راههای عملی در جلوگیری از این گونه موارد لایه کاری اولیه بر روی یکی یا هر دو لبه از آلیاژهای پایه و سپس انجام اتصال و جوشکاری اصلی می باشد. به عنوان مثال در جوشکاری ورق استیل کروم دار سری 400 به کربن استیل ساده یا کم آلیاژ در صورتی که خواص مطلوب تری از منطقه HAZ مورد نیاز باشد، بهتر است لبه کربن استیل ساده یا کم آلیاژ با فیلر 309 یا 310 روکش شده و سپس با فیلتر مناسب مانند 308 بهم جوشکاری گردند.
فیلر لایه کاری معمولاً پر آلیاژ در بوده و یا از انواعی می باشد که سازگارتر با فلزات پایه و فیلر اصلی جوش باشد. در مواردی نیز ممکن است از جنس خود فیلر اصلی جوش باشد.