قیمت ورق استیل؛ فروش انواع ورق استیل صنعتی و ورق استنلس استیل در آلیاژ و ضخامت های مختلف. با حرفه ای ها خرید کنید تلفن: 35089-021
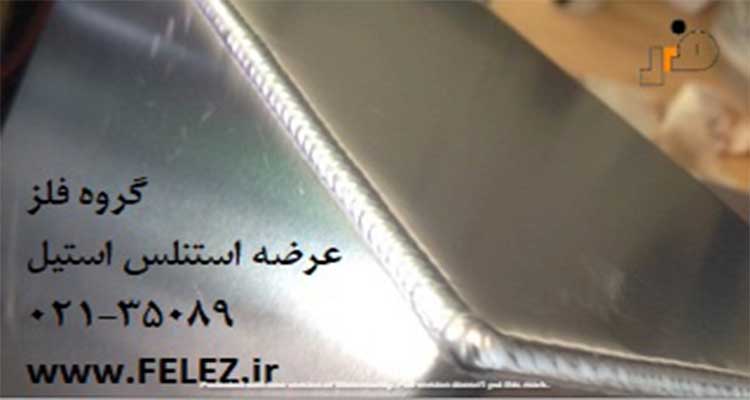
چالش جوشکاری ورق استیل موضوعی است که مکرراً درباره آن بحث می شود. ما در این مقاله قصد داریم این موضوع را بررسی کرده، مشکلات و چالش های جوشکاری ورق استیل را پیدا کنیم و روشی عملی و خوب برای جوش لبه ای به شما ارائه کنیم.
از جمله چالش هایی که در جوشکاری ورق استیل وجود دارد، این است که با توجه به تغییر شکل اتم ها در آلیاژ های استیل، فلز خواص معمول خود را از دست می دهد و موجب می شود ما با خاصیت ها و ویژگی های جدیدی رو برو شویم. در چنین حالتی ما باید متد ها و روش های جوشکاری مان را با آن ها تطبیق دهیم تا بتوانیم به نتیجه مناسب و دلخواهمان برسیم.
همچنین حرارت بالایی که در هنگام جوشکاری به فلز وارد می شود، می تواند باعث این شود که ورق استیل ویژگی های ضد خورندگی خود را از دست بدهد و دیگر آن کارایی سابق خود را نداشته باشد و همین امر می تواند باعث ایجاد مشکل و خرابی در کل سازه شود.
هدف از ارائه این مقاله این است که علاوه بر افزودن دانش شما در زمینه ورق استیل و مسائل مرتبط با آن، دانش فنی شما را هم بالا ببریم و در صورتی که در بخش فنی کار می کنید و مخاطب ما هستید، یا اینکه صرفاً علاقمند به یادگیری این مباحث هستید، بتوانید از این مقاله استفاده کنید.
این مقاله قصد دارد به شما کمک کند تا کار خود را با کیفیت بهتری انجام دهید و برای این کار، آموزشی گام به گام برای جوشکاری لبه ای ورق استیل با خود دارد و شما می توانید از آن در پروژه های خود استفاده کنید و کیفیت کارهای خود را بالاتر ببرید.

روش گام به گام جوشکاری لبه ای در ورق استیل
● برای جلوگیری از خم شدن یا تاب برداشتن قسمت اصلی جوش روی قطعه، در گام نخست دو طرف قطعات را به خوبی چفت کنید. دسته جوش خود را در زاویه ۴۵ درجه نگه دارید و همچنین اطمینان حاصل کنید که قوس به طور مساوی روی هر دو قطعه تقسیم شده است.
● کمی صبر کنید تا زمانی که حوضچه های مذاب روی هر دو قطعه شکل بگیرند، سپس آنها را به هم پیوند دهید. در این مرحله، از روش چرخشی یا چپ-راست استفاده کنید تا حوضچه های مذاب به خوبی با یکدیگر ترکیب شوند و در نتیجه ی این کار و با چسبیدن حوضچه های مذاب به هم، قطعات نیز به یکدیگر متصل شوند.
● پدالتان را فشار دهید تا جوشکاری شروع شود. اگر به آرامی نیرویی که به پدال وارد می کنید را کم کنید، آمپر کم می شود و اگر پایتان را بردارید جوشکاری متوقف می شود.
● اگر از یک دسته جوش کلید دار استفاده می کنید، کلید را بزنید تا قوس تشکیل شود. تورچ را در زاویه ۴۵ درجه نگه دارید. اطمینان حاصل کنید که تنگستن شما فقط به اندازه دو تا سه برابر قطرش از سرامیک بیرون میزند. الکترود ماده پر کنند را نگه دارید و با فاصله حدوداً چهار سانتی متری از تورچ، پروسه جوشکاری را انجام دهید.
● قوس را آغاز کنید و صبر کنید تا حوضچه مذاب شکل بگیرد. قوس را روی هر دو قطعه متمرکز کنید تا حوضچه مذاب به خوبی هر دو قطعه را پوشش دهد و در هر دو قطعه مساوی باشد.
● الکترود ماده پر کننده را با زاویه حدودا به اندازه ۱۵ درجه وارد حوضچه مذاب کنید، تا زمانی که جوش پر شده باشد. اطمینان حاصل کنید که سرعتتان یکنواخت است تا به یک جوش خوب و با کیفیت دست بیابید. اگر دمای جوش خیلی بالا رفت، به آرامی پای خود را از روی پدال بردارید تا دمای جوش کمتر شود.
● در زمانی که از الکترود ماده پرکننده استفاده نمی کنید و نیازی به ماده پر کننده ندارید، آن را از حوضچه مذاب دور نگه دارید تا از اکسید شدن و ذوب شدن بی دلیل آن جلوگیری کنید و از این طریق در میزان مصرف الکترود پر کننده و هزینه های خود صرفه جویی کنید و در نتیجه مدیریت بهتری روی قیمت تمام شده پروژه تان داشته باشید.
● وقتی جوشکاری تمام شد، حواستان باشد که تورچ را در همان زاویه ای که جوشکاری را شروع کردید نگه دارید. این عمل باعث می شود که مطمئن باشید در زمان سرد شدن جوش عمل اکسیداسیون در جوش شما اتفاق نمی افتد و جوشتان خراب نمی شود.